Allgemeine Tipps und Tricks
Wie funktionieren Laser? Was kann man lasern und was nicht?
Allgemeines
Lasergeschnitten oder graviert werden kann so ziemlich alles. Allerdings muss dabei höllisch aufgepasst werden, ob man es mit brandgefährlichen oder explosionsgefährlichen Stoffen oder Kunststoffen zu tun hat, die bedrohliche oder lebensgefährliche Substanzen absondern. Zunächst wird beim Lasern unterschieden in Schneiden (englisch "cutting"), Gravieren (englisch "engraving" oder "etching") und dem allgemeineren Begriff des Markierens (insbesondere bei Metallen). Das Schneiden bezieht sich in der Regel auf Platten- oder Blatt- bzw. Folienmaterial konstanter Stärke.
Lasertypen und -leistung
Die Frage, was unter den Lasercutter kommen darf, ist eine komplexere. Es gibt unzählige verschiedene Systeme. Hauptsächlich Anwendung im Schneid- und Gravurbereich finden CO² Gaslaser, NdYAG-Laser, Faserlaser und Diodenlaser (häufig blaue Laser mit 405, 445 oder 450 nm). In kleineren Werkstätten und Betrieben sind wahrscheinlich am häufigsten CO² Laser mit 10600 nm Wellenlänge im Einsatz. Für winzige Anwendungen und Portables werden aber auch Diodenlaser immer beliebter, wobei diese meistens weniger Leistung haben als Gaslaser. Dies sind jedoch Fragen des Einsatzzweckes, der Kosten und des Geschmacks. Für das Schneiden weiher, dünner Werkstoffe oder oberflächliches Gravieren werden nur wenige Milliwatt bis Watt benötigt. Für das Schneiden von Metallen hingegen benötigt man häufig schon Laserquellen mit einigen tausend Watt. Neben der Systematik der Wellenlänge ist also auch die Energieausbeute eine entscheidende Frage. Für dünnes bis mittelstarkes Holz und Kunststoff wird in der Regel eine Leistung zwischen 20 und 200 Watt benötigt.
Im Übrigen werden die unterschiedlichen Laser(maschinen) nach Norm DIN EN 60825-1 "Sicherheit von Lasereinrichtungen" in unterschiedliche Laserklassen (1, 1M, 1C, 2, 2M, 3R, 3B, 4) eingeteilt. Diese beschreiben die Gefährlichkeit von Lasern. Denn Laserlicht kann innerhalb von wenigen (Milli)sekunden das Augenlicht für immer zerstören. Am sichersten sind Laser der Klasse 1. Gute Laserschneidsysteme haben professionelle Glasscheiben mit Wellenlängenfiltern verbaut. Diese filtern das gefährliche Licht und erlauben das Durchschauen beim Lasern ohne Schutzbrille. ![]() Bei manchen Laserjobs, wie zum Beispiel Gravuren mit hoher Leistung auf Materialien wie Glas, erzeugen trotzdem ein sehr sehr helles Licht. Bei längerem Blick können die Augen schmerzen. Das lange Hineinblicken ist nicht empfohlen und kann trotz Schutzglasklappe zu Augenschmerzen und Kopfschmerzen führen.
Bei manchen Laserjobs, wie zum Beispiel Gravuren mit hoher Leistung auf Materialien wie Glas, erzeugen trotzdem ein sehr sehr helles Licht. Bei längerem Blick können die Augen schmerzen. Das lange Hineinblicken ist nicht empfohlen und kann trotz Schutzglasklappe zu Augenschmerzen und Kopfschmerzen führen.
Wellenlänge, Wärmeenergie und Leistung im Fokus
Lasergeschnitten kann prinzipiell und technisch gesehen alles, was der Frequenzbereich und die Leistung der Laserquelle und der nachgelegenen Optik zulässt, um letztlich im Werkstoff den notwendigen Brennpunkt zu erreichen. Beim Laserschneiden, genauer gesagt dem Laserstrahlsublimierschneiden, wird das Material sublimiert. Es wird vom festen Aggregatzustand direkt in den gasförmigen Zustand überführt. Dabei entstehen chemische Verbindungen wie Stäube, Flüssigkeiten und Gase. Durch die vorhandene Laserleistung im Gerät ergibt sich je nach Material eine definierte und maximal erreichbare Dicke, die geschnitten werden kann. Besonders zielführend ist das Schneiden mit guter Kantenqualität, vertretbarer Schneidzeit und ohne massive Rauchentwicklung, Harzaustritt oder Flammenbildung.
Licht ist eine Art elektromagnetischer Strahlung - ein Phänomen des Elektromagnetismus. Als Licht im engeren Sinne gilt nur diejenige Strahlung, die für das menschliche Auge sichtbar ist. Laser produzieren durchaus sehr viel Strahlung (Laserlicht), welche nicht im Sichtbereich des Menschen liegt. Kohlendioxidlaser (CO²) geben unsichtbares infrarotes Licht mit einer Wellenlänge von 10600 nm ab. Das aktive Medium ist ein Gasgemisch aus Kohlendioxid (ca. 70%), Stickstoff (ca. 20%) und Helium (ca. 10%).
Zunächst sind Werkstoffe gut laserbar, wenn die Transmissionswerte "perfekt schwarz" sind. Das bedeutet, dass der Durchgang des Lichtes sehr stark ist und nur wenig Reflexion an der Werkstoffoberfläche stattfindet. Je besser die Transmission im Werkstoff gelingt, desto höher ist auch die Umwandlung des Lichtes in Wärmeenergie. Der zu lasernde Werkstoff muss mehr Energie aufnehmen (adsorbieren = ansaugen) als absorbieren. Andernfalls erwärmt sich das Teil somit nicht ausreichend und der Brennpunkt kann nicht erreicht werden. Dazu muss das Laserlicht geeignet fokussiert werden, um in der Bearbeitungsebene (in der Regel auf der Werkstückoberfläche, im oberen Drittel der Werkstoffdicke oder leicht über dem Werkstoff) genügend Laserenergie einzubringen. Gelingt dies nicht so, schlägt der gewünschte Gravier- oder Schneidvorgang letztlich fehl. In der Praxis gibt es für viele Lasersysteme unterschiedliche Linsentypen, um auf verschiedene Werkstoffdicken besser reagieren - so ähnlich wie bei Kameras unterschiedliche Objektive für Nah- und Weitwinkelaufnahmen genutzt werden. Die Brennweite ist der Abstand von der Linse bis zum Fokus. Der Fokus ist der kleinst mögliche Strahldurchmesser (vor und hinter dem Fokus weitet sich der Strahl wieder auf). Im Fokus erhalten wir die höchste Leistungsdichte (Energieintensität), also einen starken Laserstrahl. In CO² Lasern gibt es üblicherweise Linsen zwischen 1,5 Zoll und 7,5 Zoll. Empfohlen wird: Je höher der Detaillierungsgrad der Grafik, desto kürzer die Brennweite (beim Gravieren), je dicker das Material , desto größer die Brennweite (beim Schneiden).
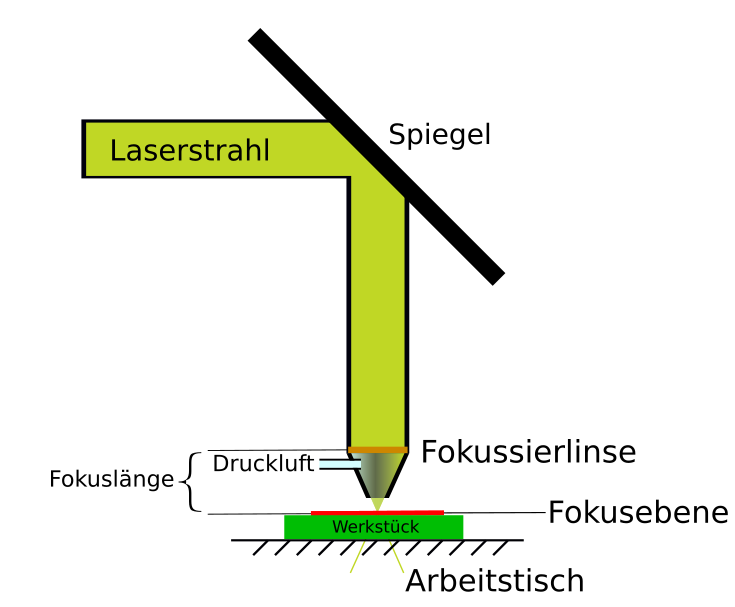
Laserfokus
Warnung: Platte ist nicht gleich Platte! Schutzfolien, Klebstoffe, Imprägnierungen und Tränkungen - Kunststoff mit Kunststoff (Verbundmaterialien)
Kunststoffe und Verbundmaterialien, die mehrere verschiedene Kunststoffe in unterschiedlichen Anteilen (nicht sortenrein sind) enthalten, können große Probleme beim Schneiden verursachen. Vor dem Schneiden ist unbedingt zu prüfen, ob das Material gelasert werden darf. Viele Kunststoffplatten werden zum Schutz vor dem Verkratzen mit Folien überzogen, mit Klebern haftbar oder mit Beschichtungen anderweitig haltbar oder generell für ihren vorgesehen Zweck einsetzbar gemacht. Es kommt dann häufig vor, dass zwar das Grundmaterial 1a laserbar ist, nicht jedoch die Schutzfolie oder der Überzug. Platten mit Schutzfolien (z.B. Acryl, Plexiglas, Vivak), Holzlaminat, Papieraufkleber, CFK, GFK, kleberhaltige Platten, beschichtete Werkstoffe usw. sind deshalb teilweise nicht laserbar, stark eingeschränkt laserbar oder müssen vorher behandelt werden. So müssen Folien und Kleber meistens in der Regel vorher entfernt werden. Verständlicherweise will man aus Sicht des Fertigers dies in der Regel nicht, da die Qualität des Materials erhalten bleiben soll und weil man mit Schutzfolien auch den Schmauch vom Bauteil entfernt hält. Für die Weiterbearbeitung, Lagerung und den Transport sind Schutzfolien technisch gesehen gut, nicht jedoch für das Schneiden mit dem Laser. Zum Glück bieten einige Hersteller detaillierte Informationen zu ihren Werkstoffen und den verwendeten Schutzfolien an:
- Röhm PLEXIGLAS: Schutzfolie zeigt unterschiedliche Produktkennzeichnungen und ist je nach Herstellungsprozess unterschiedlich gefärbt
- PLEXIGLAS® XT: blaue Folie oder durch eine weiße Folie mit blauem Druck
- PLEXIGLAS® GS: farblose oder weiße Folie mit grünem Druck
- covestro Bayer Vivak®und Axpet® Platten: PE-Schutzfolie (muss beim Schneiden nicht abgezogen werden und darf bleiben)
Vorsicht beim Zusatz "flammhemmend": Bei Materialien mit dem Zusatz "flammhemmend" ist Vorsicht bei der Anwendung des Laserschneiders geboten, da diese Eigenschaft oft durch den Zusatz von Brom erzielt wird.
Werkstoffe unbekannter Herkunft und/oder Zusammensetzung dürfen nicht gelasert werden, da sie risikoreich im Bezug auf Brandgefahr, Gasfreisetzung und Zerstörung des Laserschneiders sind. Insbesondere Klebstoffe verdampfen und bilden unter Umständen einen trüben Film auf der Laserlinse (Optik) und können sie beschädigen (Rissbildung, Ausbrüche), da die Thermik negativ beeinflusst wird. Ein Linsenwechsel ist dann erforderlich und sehr teuer. Wer also Materialien mitsamt Klebstoffen oder Schutzfolien laserschneiden will, der muss genau recherchieren, was die Inhaltsstoffe sind.
Genaue Plattendicken erhalten - Rohmaterial vorbereiten
Verschiedene Materialien wie Sperrholzplatten haben eine nominelle Dicke, weichen toleranztechnisch jedoch davon ab - dies ist auch in den einschlägigen DIN-Normen so nachzulesen. Um eine konstante Dicke zu erzielen können Platten mit einem Schleifer vor dem Laserschneiden auf das gewünschte Nennmaß runtergeschliffen werden (nach dem Laserschneiden wäre das Runterschleifen sehr sehr aufwendig). Dafür notwendig ist allerdings eine geeignete Plattenschleifmaschine (Zylinderschleifmaschine). Im FabLab haben wir soetwas nicht. Die interessanten Maßtoleranzen für Sperrholz nach DIN EN 315 für Plattenstärken zwischen 3 und 12 mm:
| Nenndicke (t) | Nicht geschliffene Platten |
Geschliffene Platten |
||
| Maßtoleranz des Dickenunterschiedes innerhalb einer Platte | Grenzabmaße für die Nenndicke |
Maßtoleranz des Dickenunterschiedes innerhalb einer Platte |
Grenzabmaße für die Nenndicke |
|
|
≥ 3 mm und ≤ 12 mm |
1,0 mm |
+ (0,8 + 0,03 t) - (0,4 + 0,03 t) |
0,6 mm |
+ (0,2 + 0,03 t) - (0,4 + 0,03 t) |
Brandmarken, Wölbungen und Schneidtischtyp - wie hängen sie zusammen und wie können Probleme reduziert werden?
Allgemeine Suchbegriffe für Brandmarken sind:
- edge scorches (Randversengungen)
- burnt edges (verbrannte/verkohlte Kanten)
- burn marks/burn stains (Brandflecken)
- soot (Ruß)
- residue (Rückstände)
-
charring (Verkohlung)
-
Schmauchspuren
Verbrannte Kanten
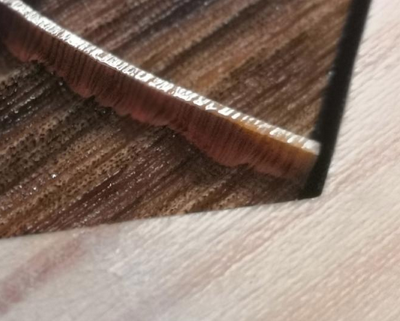
Beim CO²-Laserschneiden wird in kurzer Zeit ein hoher Energiebetrag in das Bauteil eingebracht. Besonders bei dicken Materialien ist das visuell erkenntlich. So erhält man bei Sperrholz die typischen verbrannten Kanten (Brandmarken, Wärmemarken) oder bei Kunststoffen teilweise unsauber aufgeschmolzene Kanten. Je nach Einstellung und Material erhält man klebrige, matte, dunkle oder glänzende Kanten, die u.U. eine Nachbearbeitung notwendig machen. Zellulosehaltige Materialien (Holz, Faserplatten, Hartfaserplatten, Papier usw.) werden durch den gleichen Mechanismus geschnitten wie duroplastische Kunststoffe, d. h. durch chemischen Abbau. Die Temperaturen in der Schnittzone können je nach Dichte des Materials im Bereich von 2000°C bis 3000°C liegen. Holz besteht aus Zellulose, Wasser, Lignin und eingeschlossener Luft in unterschiedlichen Anteilen, und der Laserschneidprozess wird von den relativen Anteilen dieser Bestandteile beeinflusst. Die Schneidgeschwindigkeit bei einer gegebenen Laserleistung kann für eine bestimmte Holzart nicht einfach festgelegt werden, da der Wassergehalt von Charge zu Charge variiert und die Zellulosedichte sich von Bereich zu Bereich in einer einzelnen Platte ändert. Die stärkste lokale Änderung der Zellulosedichte tritt auf, wenn ein Ast im Holz auf der Schnittlinie liegt.
Holz wird am effektivsten mit einem Luftstrahl in Verbindung mit dem Laser geschnitten. Die Oxidation eines Teils des Kohlenstoffgehalts zu Kohlendioxid ist ein exothermer Prozess, der dazu beiträgt, die Schnittfront mit Energie zu versorgen. Der eigentliche Verbrennungsprozess ähnelt dem eines Holzfeuers. Der Einsatz von Inertgas reduziert die Schnittgeschwindigkeiten und hat wenig Einfluss auf den Prozess der Kantenverdunkelung (Verkohlung), da die Zellulose chemisch zu Kohlenstoff abgebaut werden muss und das Holz selbst ohnehin viel Luft enthält. Die beim Laserschneiden hinterlassene Schnittkante wird durch eine Restkohlenstoffschicht verdunkelt, die durch den chemischen Abbau der Zellulose entsteht. Der Grad der Nachdunkelung hängt von der Zellulosedichte des ursprünglichen Holzes ab, z. B. hat Teak, das sehr dicht ist, eine schwarze Schnittkante, während eine Kieferkante nur ein paar Nuancen dunkler ist als das ursprüngliche Holz. Die Nachdunkelung wird minimiert, indem höchste Schneidluftdrücke verwendet werden, um den losen Kohlestaub von der Schnittkante zu entfernen.
Durch geeignete Anpassung der Laserparameter können verbrannte Kanten reduziert werden (geringere Frequenz = weniger Impulse pro Zoll (ppi), weniger Leistung, höhere Geschwindigkeit, mehr Luft). Hohe Frequenzen bei hohen Schweidgeschwindigkeiten und Leistungen führen häufig zu einem "Überbrennen". Natürlich hat das seine Grenzen, die vor allem durch die Laserleistung der CO²-Lasereinheit, das Zielmaterial und die gewünschte Materialdicke maßgeblich beeinflusst werden. Die beste Reduktion von verbrannten Kanten erfolgt bereits bei der sorgfältigen Materialauswahl ("laser grade" Werkstoffe).
Durchstechen des Materials
Bei jedem Schneidvorgang muss der Laserstrahl zunächst in das Material eintauchen. An den Stellen, an denen der Schneidvorgang beginnt, sind besondere Eintrittspunkte sichtbar, da dort der zeitlich am längsten währende Wärmeeintrag entsteht. Diese Einläufer bzw. Ausläufer können durch zum zusätzliche Anschnitte, sog. "Lead-Ins" und "Lead-Outs" bei Bedarf korrigiert werden. Hierzu siehe Ein- und Auslaufschnitte, Stege, Brücken, Laschen, Perforationen.
Dämpfe und Partikel auf Ober- und Unterseite
Beim Schneiden werden neben Gasen auch Materialpartikel (Staub, Pulver) freigesetzt. Diese werden zum Großteil zwar durch den Luftvorhang (Kompressordruckluft am Werkzeugkopf) weggepustet, sowie die angeschlossene Maschinenabsaugung am Boden und der Maschinenrückseite und angesaugt, jedoch werden die Dämpfe und Partikel dabei zwangsweise auch über die Materialoberfläche des Werkstücks transportiert. Teilweise lagern sie sich dabei vor Erreichen des Absaugstroms bereits ab und erzeugen meist unschöne und schwer zu entfernende Schmauchspuren auf den verbleibenden Bauteilen bzw. Plattenmaterialien.
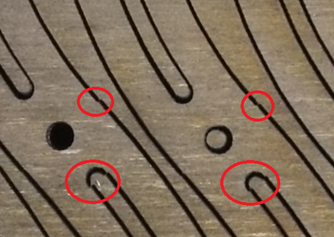
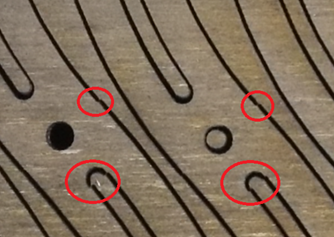
Schmauchspurenrückstände entstehen auch auf der Unterseite des Materials (Auslassseite) - insbesondere dort, wo die Platten aufliegen (Gitter) und der Laserstrahl einen "Rückprall" mit dem Gitter hat, denn dort stauen sich Partikelströme und Wärme. Je mehr Kontakt das Material mit dem Auflagegitter hat, desto mehr Schmauchspuren erhält man. Deshalb sind Gitter mit größerer Masche bzw. Lamellenabstand empfehlenswert für die Brandmarkenreduktion. Allerdings sind engere Maschen besser geeignet für besonders kleine Bauteile (Durchfallen der Teile durch's Rost). Für die verschiedenen Bauteilgrößen und Materialbeschaffenheiten gibt es deshalb unterschiedliche Aufbauten von Laserbetten. Diese sind weiter unten aufgeführt.
Rückstände am Gitter entstehen häufig durch ausgeprägtes Wiederholungsschneiden. Je öfter der gleiche Laserjob an der gleichen Stelle geschnitten wird, desto eher türmen sich Rückstände an den immer gleichen Positionen auf, die sich auf neue Bauteile übertragen. Zwischenzeitliches Reinigen wird deshalb empfohlen.

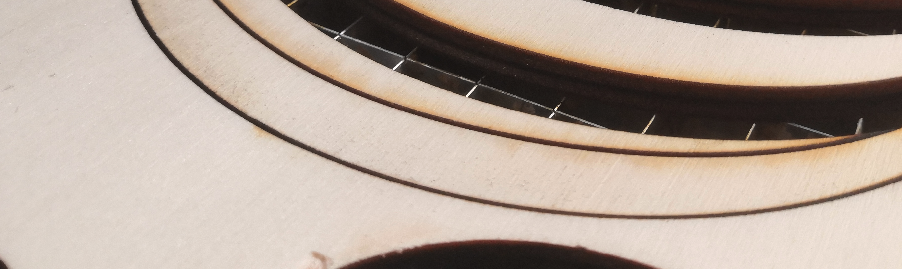
viel Schmauch (links), weniger Schmauch (rechts)
Schmauchspurreduktion durch Reinigen des Systems
Grundlage für gute Ergebnisse schlecht hin ist ein gut gewartetes System. Gereinigte Mechaniken, Optiken (Linsen, Spiegel), Düsen, Gitter, Abluftsystem und frische Filter erhöhen die Absaugqualität, verhindern das Anhaften alter Rückstände und gewährleisten unverfälschte Leistung.
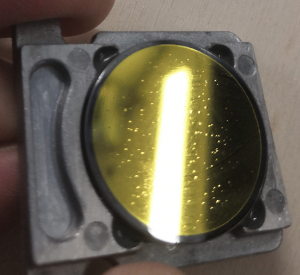
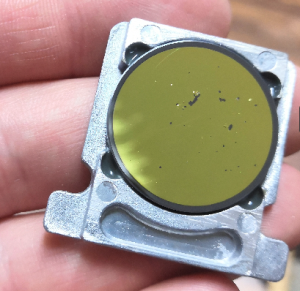
Zugesetzter Spiegel (links), teil-defekter Spiegel (rechts)
Beim regelmäßigen Schneiden von Holz und Kunststoff setzen sich Rückstände am Gitter fest. Hierbei hilft das Einweichen des Gitters in einer geeignet großen Ölauffangwanne und etwas Reiniger. Besonders gut geeignet ist zum Beispiel "Bref Power gegen Fett und Eingebranntes". Eine Kunststoffbürste und/oder ein Dampfreiniger sind außerdem noch hilfreich.

Schmauchspurreduktion durch Wahl des Gittertyps (Schneidplattform)
Wie erwähnt, gibt es verschiedene Schneidplattformen. Dünne bzw. flexible Materialien benötigen beim Schneiden mehr Auflageunterstützung, um sicht nicht zu wölben (z.B. Papier). In sich stabile, dickere Platten hingegen benötigen weitaus weniger Support. Je mehr Auflagekontakt vorhanden ist, desto höher ist der ungewollte Schmauchanteil. Entsprechend dieser Kriterien ist eine Abwägung notwendig, welcher Tisch für welches Material am besten geeignet ist. Sperrige Platten, die etwas verbogen sind (z.B. Sperrholz), können auf einem rigiden Gitter besser fixiert werden als auf einem Pin Schneidetisch beispielsweise. De Typen:
-
Aluminium-Graviertisch mit Vakuumlöchern
-
hat die größte Auflagefläche und damit die größte Tragunterstützung, jedoch die größte Gefahr der Schmauchspurbildung, falls dicke Platten geschnitten werden sollen - dies ist zu vermeiden. Hauptsächlich werden Standardgraviertische (oftmals als "task plate" bezeichnet) zum Gravieren genutzt oder zum Schneiden dünnster Werkstoffe wie Papier mit niedrigsten Laserleistungen. Durch Löcher kann der Tisch als Vakuumtisch genutzt werden, der das Papier ansaugt und glatt streicht. Die Vakuumleistung kann verbessert werden, wenn alle Löcher im Tisch abgedeckt werden. Manchmal sind sie auch magnetisch, sodass zusätzliche Magnete zur Fixierung genutzt werden können.
-
-
Wabengitter (6-Eck "Honeycomb" oder 4-Eck)
- bester Kompromiss aus Kontaktfäche und Tragunterstützung des Materials. Erlaubt meist gute Fixerung des Werkstücks
-
Lamellengitter
-
weniger Kontaktfläche als Wabengitter, jedoch weniger Tragunterstützung des Materials
-
-
Pin Schneidetisch (nail bed)
-
geringste Auflagefläche (nur punktuell auf Spitzen), jedoch geringste Tragunterstützung
-
Nicht sinnvoll sind vollflächige oder überwiegend ausgefüllte Untergründe (Unterlagen) wie Kunststoff-, Stein-, Glas oder Metallplatten oder engmaschine Lochgitter. Vollflächige Materialien unter dem zu lasernden Werkstoff führen, wie beschrieben, zu Wärmestau, Partikelstau, verschlechteter Absaugleistung und teilweise zur Irritation des Laserstrahls (Querschläger). Dadurch wird das Ergebnis wesentlich verschlechtert. Deshalb sollte eines der oben genannten Bettlösungen verwendet werden. Weiterhin besteht die Gefahr, dass bereits ausgeschnittene Teile auf dem Bett verwirbelt werden und nochmals unter den Schneidstrahl treten, da Unterlagen die Zublasung stark beeinflussen.
Schmauchspurreduktion durch Druckluft und Schutzgas
- Druckluft/Zublasung (auch als Luftvorhang oder "Air Assist" bekannt) auf den Tool Center Point
-
wird meistens verwendet, um Wärme und brennbare Gase von der Materialoberfläche zu entfernen (Schutz vor Rauch und Selbstentzündung)
-
verhindert Selbstentzünden, reduziert Flammen oder Verbrennen des Materials
-
begrenzt Rauchablagerungen
-
erlaubt geringere Schlitzbreiten, indem die Wärme des Laserstahls am Kontaktpunkt mit der Materialoberfläche minimiert wird
- bei modernen Lasersystem kommen häufig "luftumspülte" Linsen in Kombination zum Einsatz. Luft kommt dabei direkt vertikal aus einer konischen Düse geströmt, in der auch diese Linse sitzt, während zusätzlich ein Druckluftröhrchen neben dem Kopf auf die Materialoberfläche zeit und quer zubläst (z.B. bei Epilog Fusion Systemen und Trotec Speedy)
-
- Düsenkonstruktion verbessern / Düse mit engerem Durchmesser aufschrauben. Je konzentrierter der Lufstrom in den Schneidspalt geleitet wird, desto weniger Schmauch verbleibt am Bauteil (Vorsicht: Verstopfungsgefahr der Düse bei Stempelgummigravuren!)
- Schutzglas/Inertgas zublasen (Stickstoff, Kohlenstoffdioxid oder Argon)
Druckluft sollte nicht bei allen Werkstoffen genutzt werden. Bei Acryl können die Schneidkanten trüb werden, wenn sie zu schnell gekühlt werden.
Schmauchspurreduktion durch Abdeckband
Maskieren mit Tape bzw. das Auftragen von Papierschutzrücken (z.B. Malerkrepp, Application Tape, etc.) erlaubt das Auffangen von Schmutz. Viele Materialien aus Kunststoff haben bereits aufgezogene, laserbare Schutzfolien.
Vorsicht bei Tapes: Kunststoff und Kleber vorher auf Lasertauglichkeit überprüfen!
Schmauchspurreduktion durch Prozessoptimierung
Auch die Reihenfolge der Linien beim Schneiden, Schneidgeschwindigkeiten und Co. haben eine Auswirkung auf Schmauch. Wird langsamer geschnitten, dann kann pro Zeiteinheit allgemein mehr Schmauch abgesaugt werden. Natürlich kann auch die Leistung der Absauganlage an sich erhöht werden, falls sie noch nicht auf Maximum gestellt ist. Es sollte außerdem mit nur so viel Leistung und Frequenz geschnitten werden wie notwendig, um unnötige Verkohlung zu vermeiden. Eine weitere wichtige Einstellung ist die Bearbeitungsrichtung im Falle von Gravuren. Graviert man mit dem Modus "unten nach oben", dann wird weniger Staub auf die bereits gravierten Bereiche abgelagert, da die meisten Lasergravierer ihre Absaugung im oberen (hinteren) Bereich haben. Entsprechend der Absaugrichtung sollte man so mit der Ansaugströmung arbeiten. Hilfreicht ist dies vor allem bei Holz oder Vivak.
Materialfixierung / Krümmung (Wölbung) reduzieren
Entsprechend der Wahl des Schneidgitters und des zu lasernden Materials müssen teilweise Wölbungen ausgeglichen werden, um in jedem Falle einen guten Schnitt zu erwirken. Dünne Werkstoffe wie Papier liegen häufig nicht plan auf und stehen ab. Ebenheit in der Auflage its jedoch für das Schneiden essentiell (Fokus). Durch einen leichten Unterdruck oder ein Vakuum können solche Materialien gut plangezogen werden. Sperrholz- oder Kunststoffplatten sind ebenso häufig vom Verzug betroffen. Meist durch die Herstellung, Lagerung oder Transport geschuldet sind sie nicht besonders plan und damit schwer oder garnicht schneidbar. Das Beschweren mit Gewichten vorher und/oder während des Laserns, z.B. mit Eisenstücken oder Hantelgewichten, hilft beim Niederhalten. Festklemmen mit geeigneten Niederhaltern im Wabengitter oder Lamellenschneidtisch sind ebenso wirksam. Doppelseitiges Klebeband stellt eine weitere denkbare Option dar. Für den Fall dünner Werkstoffe und einem magnetischen Tisch sind auch Neodymmagnete verwendbar.
Nach dem Laserschneiden - Nachbereitung
Nach dem Schneiden des Laserjobs sollte nicht nur die Maschine gereinigt werden. Oftmals müssen auch die geschnittenen Teile nachbearbeitet oder nachbehandelt werden. Gründe dafür sind hauptsächlich verbrannte Kanten, Schmauchspuren, Ausfaserungen vom Heraustrennen, überstehende Nasen von Trenn- und Haltestegen und lästige Gerüche. Entsprechend chemisch und mechanisch kann eine Verbesserung erwirkt werden.
Stempelgummi
Bei Stempelgummi muss zum Beispiel der Staub unter fließendem Warmwasser abgespült und abgebürstet (z.B. Zahnbürste) werden, um das Teil freizulegen.
Glas
Masking Tape reduziert scharfe Kanten und macht das Erscheinungsbild weicher. Alternativ kann auch mit einem Stahlwolleschwamm weichgebürstet werden (entgraten)
Flächige Gravuren
Bei flächigen Gravuren in Leder oder Holz lohnt sich häufig ebenso das Abbürsten mit einer weichen Zahnbürste, Stofftuch oder Schwamm. Am besten im Zusammenhang mit einer milden Seife. Manche schwören auf Orangenreiniger, da er offenbar gut reinigt und den Geruch neutralisiert. Abspülen unter warmen Wasser ist ebenso teilweise hilfreich. Es können auch Poliermittel verwendet werden, diese sollten allerdings nicht abrasiv wirken. Bei Glasgravuren (Trinkgläser) sind die Oberflächen manchmal scharf und unangenehm in den Händen zu halten. Dann kann ein Topfschwamm (Metallschwamm) genutzt werden, um die Kanten zu brechen (bitte vorsichtig!). Vermieden können scharfe Glaskanten durch Masking Tape.
Verbrannte Kanten verbessern
Verbrannte Kanten können am besten mit einer Feile, Schleifpapier oder Bandschleifer entfernt werden. Unter Umständen kann auch hier mit einem Orangenreiniger gearbeitet werden, um die Kante sauber zu bekommen. Mit einem Bleichmittel (Wasserstoffperoxid, Natriumhydroxid oder Ammoniaklösung bzw. Salmiakgeist) kann gearbeitet werden, um das Holz heller zu machen. Vorsicht: Das Bleichen ist häufig nicht optimal, da es Wasserfleckenoptik hervorrufen kann. Bleichen ist ebenso aufwendig wie gefährlich für Mensch und Umwelt und deshalb nicht zu empfehlen. Wer absolut saubere Kanten möchte, der sollte sein Teil lieber mit dem Wasserstrahlschneider zuschneiden lassen. Ansonsten empfiehlt sich das Angleichen der Oberfläche an die Kantenoptik mit Hilfe dunkler oder deckender Beizen (z.B. Nussbaum, Eicke, Mahagoni) bzw. Lackfarben.
Teile nicht richtig durchgeschnitten
Wurde der Fokus nicht richtig gesetzt, das Rohmaterial schief eingelegt (Wölbungen) oder die Leistung reichte beim Schneiden nicht aus, dann sind die Teile häufig nicht korrekt durchgeschnitten und hängen noch sehr fest im Rohmaterial. Sie können per Hand nicht oder nur mit Beschädigung herausgetrennt werden. Wie ausgangs beschrieben ist es ratsam vor einem großen Schneidjob einen Parametertest auszuführen und zu prüfen, ob die Parameter passen. Bei Jobs, wo die Trennschnitte fehlerhaft sind (teilweise auch durch Materialfehler oder Verwerfungen, die man nicht von außen sieht), kann teilweise noch mit dem Schleifgerät nachgeholfen oder mit einem Cuttermesser vorsichtig nachzezogen werden. Leider verändern sich hierbei teilweise die Bauteiltoleranzen, da in der Regel die Dicke verändert wird.
Wie erhöhe ich die Lebensdauer meines Lasers oder seiner Komponenten?
- Das System sollte regelmäßig gereinigt werden. Dazu zählen vor allem die mechanischen und optischem Komponenten wie Spiegel und Linsen, Zahnriemen, Filter, etc. - Rückstände verstopfen oder führen zu Wärmestau. Die Folge können Risse und Verfestigungen sein
- bei sehr sehr kurzen Laserjobs sollte das System in seiner Geschwindigkeit gedrosselt werden. Kurze Linien bringen die Baugruppen sehr schnell auf Höchstbeschleunigung und wieder zum Bremsen. Das erhöht den Verschleiß der Lager und Riemen
- Ölen bzw. Fetten von Mechaniken
- insgesamt: regelmäßiges Wartungsintervall mit Checkliste
- Niemals leichtsinnig Platten im Laser beschweren ohne dies vorsichtig anzutesten bzw. vorher genau auszumessen. Kollisionen mit Fremdkörpern und dem Achssystem oder dem Werkzeugkopf können die Mechanik schwer zerstören.
Leistungsverluste und Lebensdauer von CO² Laserquellen?
Die Lebensdauer von CO² Laserquellen kursiert wie ein Mythos im Internet. Mittlerweile geben einige Laserhersteller hier genauere Angaben. So sagt man, dass die Lebensdauer der Laserquelle im Wesentlichen nicht von der Betriebsdauer abhängt, sondern von den Temperaturschwankungen. Bei hohen Schwankungen und niedrigen Temperaturen kann es zur Kondensatbildung kommen und das CO² kann langsam entweichen. Dadurch wird die Quelle schwächer oder geht kaputt. Im Schnitt leben CO² Laserquellen damit zwischen 3 und 10 Jahren. Gebrauchstemperaturen für hohe Langlebigkeit liegen nach unterschiedlichen Insiderquellen zwischen 15 °C und 25 °C bzw. 16 °C und 32 °C (22 °C konstant im Idealzustand) und die Luftfeuchtigkeit zwischen 40% und 70%.
Neben der optimalen Lagerung des Lasers sollten im Übrigen auch die Optikkomponenten regelmäßig gewartet werden. Verkrustungen und Fehljustierungen verrigern die Strahlqualität und mehr Licht wird gebrochen bzw. reflektiert, welches nicht mehr als Schneidleistung im Fokus ankommt.
Rastergravuren, Vektorgravuren, Nuten, Taschen, Perforationen
Mit einem Laser kann man nicht nur schneiden. Viel mehr lassen sich auch speziellere Techniken im Werkstück umsetzen, wenn man nicht komplett durchschneidet, sondern nur so viel wegnimmt, dass es einem Ritz- oder Perforationsvorgang gleicht. Theoretisch kann man mit einem Laser auch einfach nur anschmelzen oder anwärmen.
Gravuren lassen sich sowohl im Rastermodus, als auch in Vektorlinien erstellen. Beides kann zudem kombiniert werden. Mit Rastergravuren werden vor allem vollflächige, größere Grafiken gut umsetzbar, während für eher linienlastige Grafiken Vektorgravuren hilfreich sind. Die Grafiken können dabei kreativer Art sein oder aber auch einfach nur sehr technisch. So lassen sich mit Rastergravuren zum Beispiel großflächig Taschen aus dem Material lösen (z.B. in weichem Holz), um dann darin andere Komponenten zu versenken.
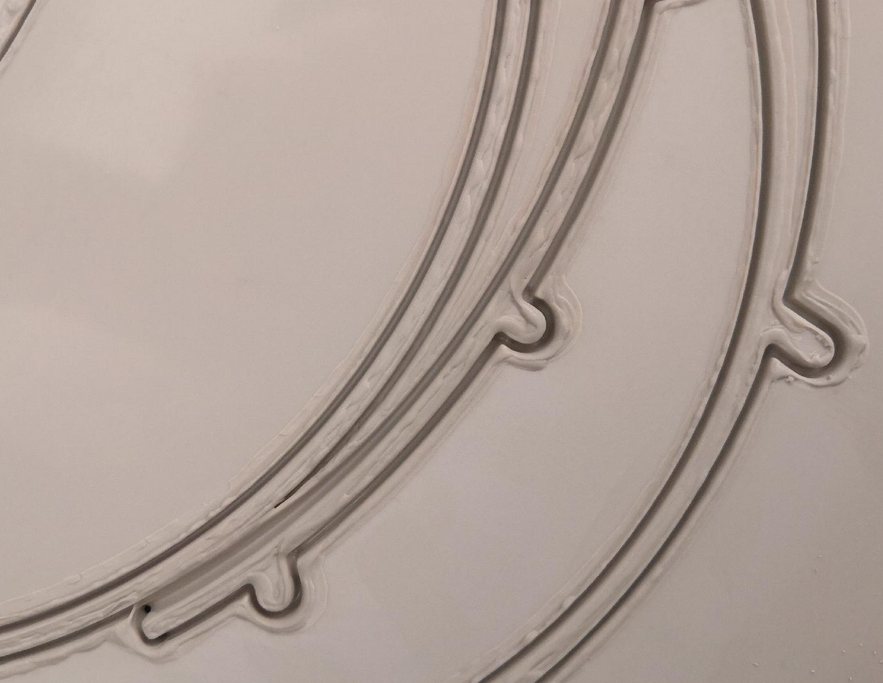
Taschen (Beispiel: ca. 6 mm tiefe Taschengravur in Weichholz)
Nuten (Beispiel 1 mm breite und ca. 1,5 mm tiefe Nut in 5 mm Polypropylen Platte)
Mit Vektorgravuren lassen sich zum Beispiel gezielt Nuten in das Bauteil einbringen (Anritzen) - mit etwas Fokusabstand können diese Nuten auch etwas verbreitert werden.
Konische Gravuren / Grobes
Verstellt man den Fokus, so lassen sich auch konische Formen (durchaus bis zu 20° Winkel) bzw. Fasen oder Abrundungen erzeugen. In einem erstem Durchgang kann das Material dabei zunächst gerundet, und im zweiten Durchgang unter Umständen nochmal "normal" geschnitten werden (sehr experimentell).

Fokustest mit Rechtecken. Links 1 mm Spalt, rechts ca. 11 mm "Spalt"


Geschnittene Teile mit Fasen per Fokus-Versatz. Diese entstehen sowohl, wenn der Fokus sehr weit im Bauteil ist, also auch weit über der Materialoberfläche liegt
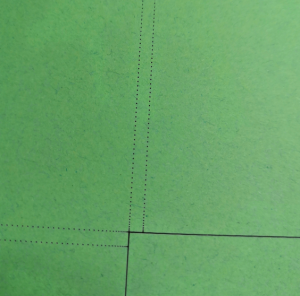
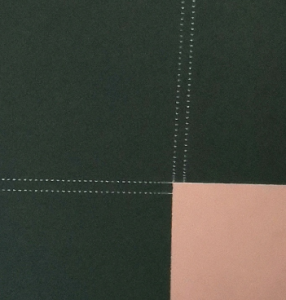
Perforationslinien (Beispiel in Tonzeichenkarton)
Setzt man die Frequenz sehr niedrig, so lassen sich auch Perforationslinien herstellen. Diese eignen sich ideal als Falzkanten bei Papiermodellen oder als dekorative Elemente. Im Falle von Perforationslinien erhalten wir nur wenige Laserimpulse pro Schnittlinie (geringe ppi = points per inch). Bei gleichbleibender Frequenz, aber doppelter Schnittgeschwindigkeit erhalten wir bereits doppelt so viele Perforationen. Das kann im Übrigen ein Nachteil bei normalen Trennschneidlinien sein.
Helle und dunkle Gravuren, sichtbares Raster, Auflösung (DPI) und Geschwindigkeit von Gravuren
Je nach Material und Einsatz müssen Gravurparameter gesetzt werden. Wichtig sind hier DPI ("dots per inch" - die Auflösung in Punkten pro Zoll), Geschwindigkeit, Leistung, Fokus und Dithering-Modus. Diese beeinflussen die Qualität, die Prozessdauer und die Intensität bzw. Motivwirkung auf dem Material. Jedes Material aborbiert anders. Dadurch sind je nach Materialklasse andere DPI-Werte sinnvoll. Generell gilt je höher die DPI-Zahl, desto länger dauert der Job (1000 DPI brauchen doppelt so lange wie 500 DPI). Je höher die Leistung bei gleichbleibender Geschwindigkeit und DPI gesetzt wird, desto tiefer und intensiver wird die Gravur - sie kann allerdings damit auch schnell zu dunkel werden. Emofohlen werden für jeden Laserjob zunächst geringe DPI-Zahlen zum Test. Nur, wenn die Gravurqualität nicht den Ewartungen genügt, sollte eine höhere DPI-Zahl eingestellt werden. Gravuren sind in der Regel besser erkennbar auf hellen/weißen Untergründen (Kontrast erzeugen durch Ansengen der Oberfläche), es sei denn das Material ist beschichtet und bringt dadurch eine andere Farbe zu Tage (z.B. eloxiertes Aluminium).
| Material | Auflösung |
| Holz / Glas / Textil / Stein | < 500 DPI |
| Acryl / Papier / Karton | 500 bis 600 DPI |
| Stempel / Metall | > 600 DPI |
Ein guter Trick: Zeitsparen durch Verwenden niedrigerer Auflösung, aber gleichzeitig Fokusversatz höher einstellen. Dadurch überlappen die gravierten Zeilen stärker und fließen besser ineinander. Das Ergebnis wird wird runder, da eine Defokussierung Rillenbildung vermeidet. Dies hängt mit dem "dot overlap" oder "dot bleed" zusammen. Je weiter weg die einzelnen Rasterpunkte beim Lasern stehen, desto mehr Freiraum entsteht. Dieser ist unter Umständen dann als Rasterfläche sichtbar. Die Grafik wird gitterartig und wirkt weniger zusammenhängend.
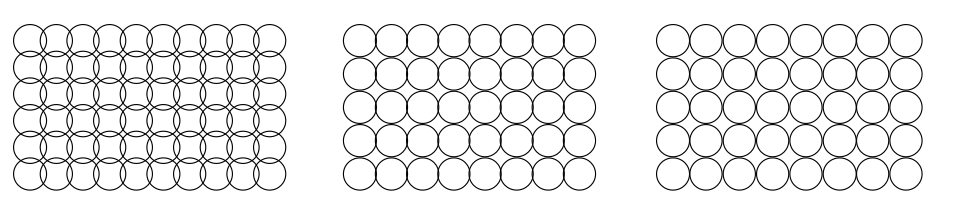
Beispielgrafik zur Vedeutlichung des der Punktüberlappung (links) und einer eher rillenartigen Optik (mittig) und klaren Punkten (rechts) - eine Einstellung aus DPI/PPI/Fokus
Holz mit gleichmäßiger Maserung, sowie härteres Holz ergibt gleichmäßigere Reliefgravuren.
Gravurunterschiede bei unterschiedlichen Leistungen (links 35%, rechts 100%)
Gravuren im Inneren von Glas?
3D-Bilder im Glaskörper - das gibt es auch! Das ist allerdings mit gewöhnlichen CO² Lasern nicht möglich. Das Herstellungsverfahren nennt sich "Vitrographie" oder Glasinnengravur. Bei konventionellen Gravuren beschränkt sich das Verfahren auf die Oberfläche. Bei der Vitrographie bleibt die Oberfläche des Materials unversehrt. Die Laserung wird im Inneren des Stoffes ausgeführt. Für das Erzeugen von 3D-Glasgravuren werden Nd:YAG Laser verwendet. Das Verfahren selbst beschränkt sich dabei nicht auf Glas, sondern auf transparente Materialien (auch Acryl).
Ermitteln der Schneid- und Reisegeschwindigkeit deines Lasers
Für die eine oder andere Grobkalkulation ist es wissenswert, welche Geschwindigkeiten die Maschine erreichen kann. Sowohl die maximale Schneidgeschwindigkeit (cutting speed), als auch die Reisegeschwindigkeit (travel speed) werden häufig vom Hersteller angegeben. Recht simpel lassen sich diese Zahlen relativ einfach und schnell ermitteln. Das kann für eine Job-Kalkulation nützlich sein.
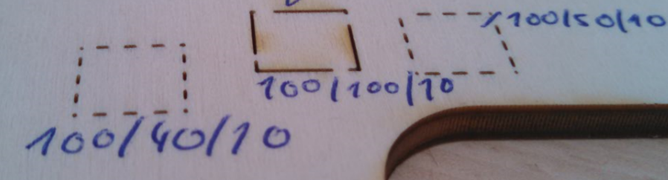
Für die Ermittlung der Schneidgeschwindigkeit und Reisegeschwindigkeit schneiden wir einen Job mit einem Quadrat und einen zweiten Job mit zwei Quadraten mit jeweils bekanntem Umfang und bekannter Linienabfolge (siehe Bild). Im folgenden Beispiel erstellen wir eine Datei mit einem Qudrat mit jeweils 25 mm Kantenlänge, sowie eine zweite Datei mit zwei Quadraten mit jeweils 25 mm Kantenlänge. Also hat jedes Quadrat 100 mm Umfang. Wir können nun ermitteln, wie lange ein einziges Quadrat (Linien 1, 2, 3, 4) schneidet (Job 1) - das gibt uns die Schneidgeschwindigkeit. Als zweiten Job 2 können wir dann die Zeit ermitteln, die für die Linien 1 bis 10 benötigt wurde. Ziehen wir die benötigte Zeit für Job 1 von Job 2 ab, so erhalten wir die doppelte Reisegeschwindigkeit (Moves 5 und 10).
Hinweise:
- nicht mit inbegriffen in diese Kalkulation sind die Bewegungen vom Maschinenursprung bis zum Punkt 1.4 und wieder zurück.
- zur genaueren Ermittlung sollte der Versuch mehrfach wiederholt werden
- ist das Messen zu schwierig, so können die Kantenlängen beliebig skaliert werden
- im Idealfall zeigt der Laserschneider an einem Display oder Konsole die reell benötigte Jobzeit an. Dann muss nichts mit einer Stoppuhr gemessen werden.
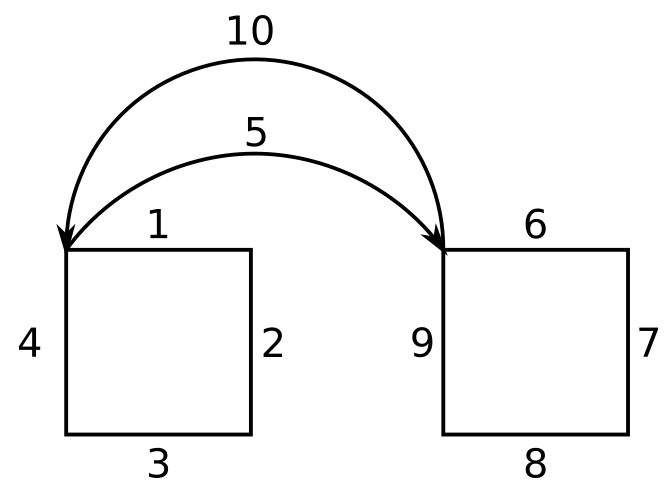
Bewegungsablaufplan 1 bis 10
Typische Probleme und Ursachen beim Laserschneiden
- Schmauch
- Verbrannte Kanten
- Zackige Linien / hässliche Übergänge → loser Spiegel oder unsaubere Lead-Ins/Lead-Outs
- Materialüberquellen → zu hohe Temperatur lässt Material fließen und wieder erstarren


Keine Kommentare vorhanden
Keine Kommentare vorhanden