Spindelhalter, Spannzangen (ER11 Aufnahme) und Fräser
Spindehalter mit 3 Schrauben: obere und untere Schrauben dienen zum Festklemmen; mit der mittleren kann der Block aufgespreizt werden, sodass die Spindel komplett durchgeschoben werden kann (nicht benötigt)
Aufnahme der Spindel: Standardrechtsgewinde, Feingewinde - Festschrauben mit 13er und 17er Schlüssel - max. Einspanntiefe des Fräsers (inkl. Spannzange) ca. 50mm (ohne Zange ca. 43mm). D.h. ein Dräser mit länge 60mm blickt minimal 10mm aus der Zange heraus. Das empfohlene Anzugsmoment für ER11 Collets siehe https://www.tapmatic.de/service/spannen-er-spannzangen.
Falls der Z-Abstand nicht ausreicht, um den Fräser zu löse, dann den Werkzeugkopf nach X=0 fahren und/oder den Absaugschuh entfernen; zur Not die Spindel aus dem Halter lösen.
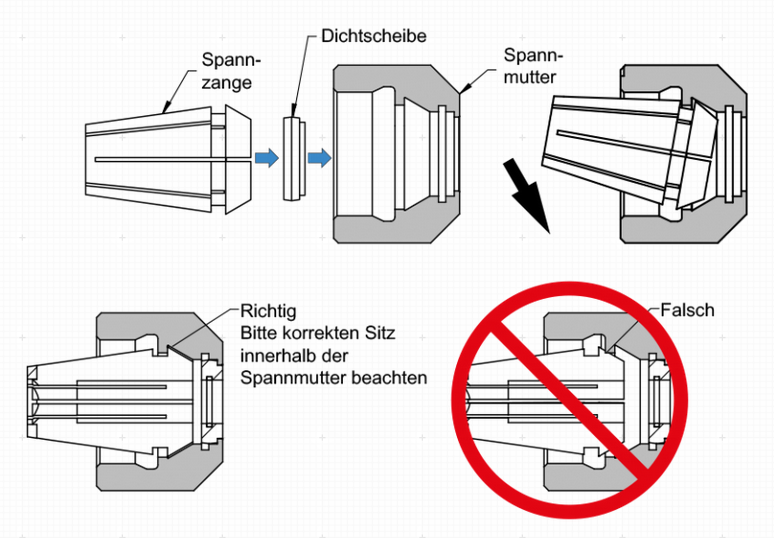
WARNUNG: Die Spannzange muss das schwarze Futter hörbar einklicken (siehe Fotos falsch/richtig)!
-
1,0 mm
-
1,5 mm
-
2,0 mm
-
2,5 mm
-
3,0 mm (2 Stück)
-
3,175 mm (1/8„)
-
3,5 mm NICHT VORHANDEN!
-
4,0 mm
-
4,5 mm
-
5,0 mm
-
5,5 mm
-
6,0 mm (3 Stück)
-
6,5 mm
-
7,0 mm
Minimale Einspanntiefe der Fräser
Wählen Sie einen möglichst kurzen Fräser und spannen Sie diesen soweit wie möglich ein. Es sollte wenigstens so tief wie die Einspannzange eingespannt werden (Höhe der ER11 Zangen beträgt 18mm).
Vorhandene Fräser → siehe LibreOffice Tabelle in Seafile
Empfohlene Parameter Gravierstichel: https://www.sorotec.de/shop/Zerspanungswerkzeuge/sorotec-werkzeuge/Gravurwerkzeuge/Gravierstichel--Standard-/?language=d
Gleichlauf (coventional milling) oder Gegenlauf (climb milling)?
Gleichlauf und Gegenlauf einzustellen hat nur Einfluss auf die Fräsqualität an einer Kante. Am Boden von Taschen oder bei Volleingriff in einer Nut gibt es kaum Auswirkungen. Bei Taschen wäre Gleich- oder Gegenlauf nur für den letzten äußersten Werkzeugweg interessant. Beim Räumen der Tasche selbst ist das egal, denn dort zählt nur die axiale Schneide des Fräsers.
Gegenlauffräsen (> bei uns eingestellt!)
Der Fräser hebt zum Ende des Schneideneingriffs einen größer werdenden Span ab. Sinnvoll ist das bei wabbeligen Maschinen, denn der Antrieb muss gegen einen größeren Widerstand arbeiten und so wird ein Spiel im Antrieb „zusammengedrückt“. Die Kante kann glatt aber wellig werden. Durch den Gleitvorgang der Schneide vor dem Eintauchen ist die Standzeit des Werkzeugs um einiges niedriger. Bei flexiblen Materialien dringt ein scharfer Fräser leichter ins Material ein.
Gleichlauffräsen
Der Span ist am Anfang dicker und zum Ende des Eingriffs hin dünner. Es entsteht bei einer stabilen Maschine eine glattere Kante, aber Gleichlauffräsen benötigt eine stabilere Maschine. Die Maschine darf kein Spiel haben, sonst entstehen viel größere Resonanzen. Ist Spiel irgendwo im Antrieb oder ist die Maschine weich, wird es immer größere Resonanzen als beim Gegenlauf geben. Ich denke eine Maschine aus MPX zählt eher nicht zu den stabilen Fräsen. Die Standzeiten der Fräser sind höher als beim Gegenlauffräsen. Der Effekt benötigt aber eine stabile Maschine, entstehen Resonanzen ist die Gefahr von Mikroschneidenausbrüchen größer. Für ein gutes Ergebnis bei flexiblen Materialien muss ein Fräser sehr scharf sein sonst prallt er am Material ab.
Feststellung vom 12.01.2022 an Hand eines 40,00 x 40,00 mm Vierecks:
-
Im Gegenlauf wich der X-Wert (39,70 mm) um ca. 0,2-0,3 mm ab, während der Y-Wert sehr genau war (auf zweite Nachkommastelle → 40,00 mm)
-
Im Gleichlauf wich der Y-Wert (40,30 mm) um ca. 0,2-0,3 mm ab, während der X-Wert sehr genau war (auf zweite Nachkommastelle → 40,00 mm)
Grundregeln und Ursachen und Lösungen für kaputte Fräser/Fräserkreischen
Grundregeln
-
Holz benötigt hohe Schnittgeschwindigkeiten (je höher desto besser) - Bei Harthölzern kleinere und bei Weichhölzern größere Drehzahl (https://www.toptools24.de/drehzahl-fraeser)
-
Max. Eintauchtiefe des Fräsers beim Fräsen (je Zustellung) 0,25 bis 2,0x Fräserdurchmesser (je nach Holzsorte)
-
je kleiner der Durchmesser des Fräsers, desto höher die Umdrehungszahl
-
je eher das Material schmilzt (Kunststoff), desto weniger Umdrehung/Schneiden
-
je mehr ein Material splittern/fransen kann (Holz, langfaserig) desto mehr Umdrehung/Schneiden/Vorschub
-
je tiefer die Zustellung, desto geringer der Vorschub und umgekehrt
-
je größer der Durchmesser, desto stabiler der Fräser
-
je kürzer die Schneide, desto stabiler der Fräser
-
wird der Fräser schwarz, gibt es verschiedene Lösungen
-
es ist in harten Materialien schonend für die Fräser, wenn man mit einem flacheren Eintauchwinkel in das Material fährt → Quelle
-
Scharfe Fräser verwenden
-
Trockenes Holz verwenden
-
Bei zu geringer Schnittgeschwindigkeit und stumpfen Fräsern wird das Holz verbrennen
Drehzahlen in Abhängigkeit vom Durchmesser
| Durchmesser in mm | Max. Umdrehung / Minute |
| 1 - 24 | ~ 28.000 |
| 25 - 30 | ~ 24.000 |
| 31 - 50 | ~ 18.000 |
| 51 - 67 | ~ 16.000 |
| 68 - 90 | ~ 12.000 |