Programmierung und Software
Software zum Modellieren (2D)
-
Inkscape
-
QCAD
Estlcam - Programmerstellung (Software-Lizenz vorhanden)
- erzeugt (Gcode) als .tap Files
-
Konfigurationsdateien unter
C:\ProgramData\Estlcam\zu finden -
Die Fräse ist auf Gegenlauf vorkonfiguriert!
-
Spindeleinstellungen: https://www.estlcam.de/chinaspindel.php
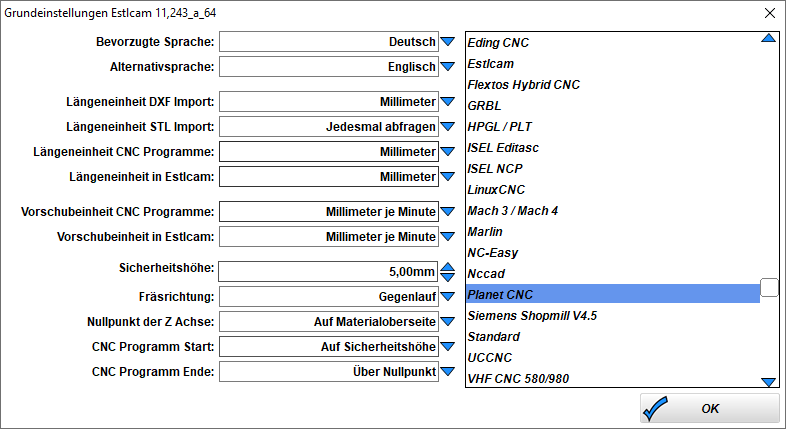
Externer Control Host: PlanetCNC TNGv2 (neu) - v2022.02.10
-
offizelle Software-Lizenz vorhanden
-
wird nicht von Estlcam direkt unterstützt, weshalb eine Durchsschleifung notwendig ist
-
ggf. Automatisierungen PlanetCNC Software via Python
API -
GCode Referenz → siehe G-Code Handbuch Planet CNC
-
Setup-Pfad:
C:\Program Files\PlanetCNC -
kompatibler Python Interpreter: Python 3.7.9
-
NotePad++ Plugin: https://github.com/PlanetCNC/PlanetCNCNpp
-
Manuelles Stepping auf Tastatur: beim Verfahren gibt es teilweise Ruckler, die so wirken, als hätte die Fräsensteuerung Fehler. Diese sind normal. Im regulären Fräsprogramm gibt es diese Phänomen nicht
Settings
-
[Machine] Motors, Limits, Probe > Soft Limits Enable = True (bei manchen GCodes sinnvoll zu deaktivieren!)
- [Machine] Motors, Limits, Probe > Hard Limits Enable = True
- [Machine] Overrides > Pause Enable = True
- [Machine] Overrides > Pause Optional = True (M1 support)
Pin States
-
ES = E-Stop active
- TH = ?
- SL = Soft Limits enabled
- LM = Hard Limits enabled
- MT = Motors active
- AL = Axis Lock active
- ER = Error input pin active
Softwarefehler / Job-Abbrüche
Mögliche Gründe, warum der Fräsvorgang abbricht bzw. Fehlerbild
Maschine geht „einfach so“ und überführt in Zustand des Not-Aus:
-
Maschine gegen Endschalter gefahren oder Wackelkontakte in Endschalterlitzen / defekte Endschalter
-
Electromagnetic Interference (EMI): Kabelschirmung schlecht, Kabel locker oder Normally Open switches mit langen Kabeln, die als Antenne fungieren und aus Versehen ein Triggersignal auslösen → Empfehlung sind Optokopller und höhere Schaltspannung.
-
Wenn die Fräse mitten im Job stehen bleibt, dann wurde mit hoher Wahrscheinlichkeit ein Endschalter ausgelöst. Um herauszufinden, welcher das ist, muss das Setting „Hard Limits enable“ temporär deaktiviert werden (dies ist in einem regulären Fräsjob nicht zu empfehlen!). Dann läuft die Fräse weiter und das Triggern der Endschalter kann im TNG v2 Frontend bei den Pin States live nachverfolgt werden.
Bei Fehlern siehe „Show Log“ → „Error&EStopCnt“:
Device: USB VID: 0x2121 PID: 0x2130
Serial: 8974
Type: 1
SubType: 7
VersionMain: 20211115
VersionBoot: 0
RequestTimeout: 10
ResponseTimeout: 10
CommCnt: 3235592
RetriesSendCnt: 83
RetriesReadCnt: 913
ErrorTransferCnt: 0
DuplicateCnt: 83
LimitCnt: 96
InputCnt: 60
JogCnt: 0
Error&EStopCnt: 3Changelog PlanetCNC
Änderungen des Programms finden sich hier: