Änderungsprotokoll
-
11.04.2023 (Mario)
-
Firmware und Software Update auf TNG v2 2023.03.30
-
-
20.03.2023 (Mario)
-
Update Estlcam auf 11.245
-
-
07.03.2023 (Mario)
-
Firmware und Software Update auf TNG v2 2023.02.20
-
-
20.02.2023 (Mario)
-
neue Opferplatte anfertigen, montieren, planfräsen (2 Durchgänge je 1mm)
-
Saugschuh noch weiter mit Bandsäge verkürzt, damit dieser nicht mehr beim Planfräsprogramm kollidiert
-
-
15.01.2023 (Mario)
-
Firmware und Software Update auf TNG v2 2023.01.04
-
-
14.02.2022 (Mario)
-
Firmware und Software Update auf TNG v2 2022.02.10
-
X und Z Endschalter alle festgeklebt (Kabel hatten Wackelkontakte)
-
Z-Max Endstop getauscht
-
Wartung Staubsauger (ausblasen, Beutelwechsel)
-
-
03.02.2022 (Mario)
-
Y-min Endschalterkabel mit Heißleim fixiert, weil ein Wackelkontakt während der Fräsvorgänge mehrere Frässtopps getriggert hat
-
2x Schrauben in Opferplatte getauscht (größerer Schraubenkopf), weil locker geworden
-
Estlcam:
-
Sicherheitshöhe von 5mm auf 1mm gestellt (weil +5mm bereits obehalb der Endschaltergrenze liegt!)
-
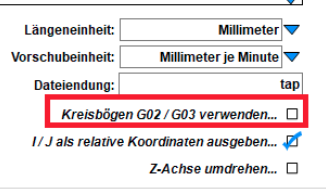
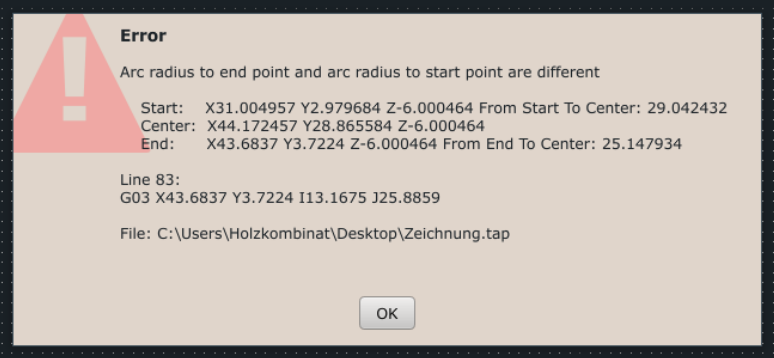
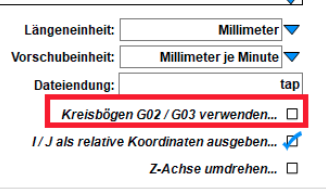
Kreisbögen G02/G03 deaktiviert, da diese von PlanetCNC nicht korrekt unterstützt werden und zu Fehlern beim Fräsen führen. Diese Option wurde sozusagen wieder rückgängig gemacht
Fehler in PlanetCNC TNG v2: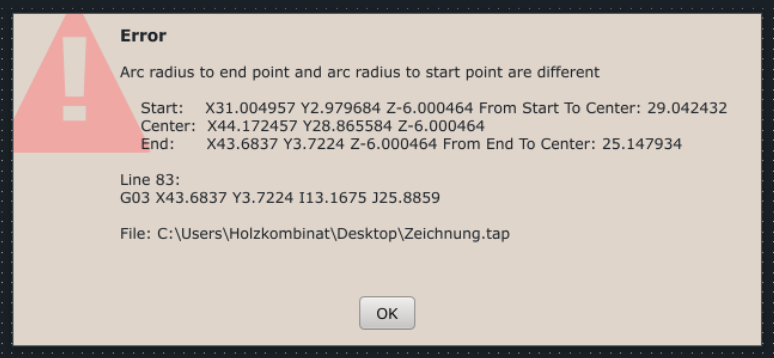
-
-
-
20.01.2022 (Mario)
-
Fräser 2 Tage in Bref eingelegt und gereinigt (nach ca. 5 Durchläufen) → optisch wie neu
-
Start + End GCode geändert: LogFile erstellen und Beginn + Ende in Log File eintragen (gut für Fräskalkül)
-
-
17.01.2022 (Mario)
-
Y-Riemen getauscht und Y-Steps neu kalibriert 176,80000 → 177,20000
-
-
14.01.2022 (Mario)
-
X-Riemen ausgebaut und geprüft → i.O.: keine Überdehnungen
-
X-Stepper geölt und geprüft (ohne gespannten Riemen)- > i.O: keine Schrittverluste (kein Stottern)
-
X-Riemen Befestigungsschrauben getauscht gegen Außensechskantschrauben
-
Saugschlauch absteckbar gemacht (zum besseren Saugen des Arbeitsplatzes)
-
Z-Probe in Schaumstoffhalfter gesteckt, damit diese nicht versehentlich während eines Jobs aufeinanderteffen und den Job in NotAus versetzen
-
X Limit von 1040 auf 975 gesetzt und Soft Limits reaktiviert → Fräser hängt über Maschinenportal in gefährlicher Nähe zum Bediener-PC
-
-
13.01.2022 (Mario)
-
Y-Riemen gerissen (Ersatz bestellt)
-
Bett plangefräst (1mm Dicke abgenommen). Fräsprogramm wurde erstellt und im Seafile-Ordner abgelegt (kann immer wieder genutzt werden!)
-
Saugschlauch wurde so befestigt, dass er nicht mit dem Fräskopf kollidieren kann (nach oben gehängt)
-
Spindel: Elektrischer Hauptanschluss oberhalb festgeschraubt (war locker)
-
Estlcam
-
G0 X-100 Y0 in GCode Job-Ende hinzugefügt (Maschine soll automatisch zurückfahren)
-
-
PlanetCNC TNG v2
-
Utilities > Error & EStop Counter enabled
-
Update PlanetCNC TNGv2 von Version 2021.11.15 auf Version 2021.12.08 (Board Firmware ist immer noch 2021.11.15)
-
Run time correction von 0,5 auf 0,0 gesetzt → Zeit passt besser zu reellen Messwerten und Estlcam-Vorschauzeit (nicht jedoch der Job Export Zeit von Estlcam)
-
-
Backlash angepasst
-
X = 0.05000 → angepasst auf X = 0.34000 → dann nochmals angepasst: X = 0.2000
-
Y = 0,06
-
-
Saugschuh: Fuss flacher gemacht (ca. 4mm) wegen Kollision zwischen Gantry und Spindelkopf
-
-
12.01.2022 (Mario)
-
Kreisbögen G02/G03 in EstlCam aktiviert
-
Min RPM auf 6000 in EstlCam gesetzt
-
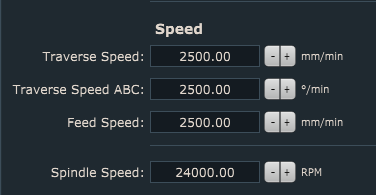
PlanetCNC Traverse Speeds angepasst (G00/G01 Moves beschleunigt)
-
Saugschlauch länger auf Bett gezogen
-
-
-
18.12.2021 (Mario)
-
leichte Backlash-Compensation XY in Firmware hinterlegt (TNGv2)
-
-
13.12.2021 (Mario)
-
500mm Messleiste gelasert (zur Kalibrierung via 1mm Fräser als „Messspitze“. Siehe Fotos/Videos)
-
XYZ Steps neu kalibriert via gelasertem Messlineal (X+Y) und Messuhr (Z):
-
X alt = 177,885, X neu = 177,520 (0,2% Abweichnung zu vorher) > gemessen ca.1,2mm Abweichung auf 500mm
-
Y alt = 177,153, Y neu = 176,800 (0,2% Abweichnung zu vorher) > gemessen ca. 0,6mm Abweichung auf 500mm
-
Z alt = 1069,045, Z neu = 1077,000 (0,74% Abweichnung zu vorher)
-
-
-
10.12.2021 (Mario)
-
Wellen gefettet (XYZ)
-
Z-Probe in Firmware konfiguriert
-
Spindeldrehzahlen TNGv2 mit Frequenzumrichter abgeglichen (6000 .. 24000 UPM)
-
Fräserregal mit Nummerierung hergestellt
-
Max. Fräservorschub von 3000 mm/min auf 2800 mm/min reduziert (TNGv2 und Estlcam)
-
CNC USB Controller deinstalliert
-
-
08.12.2021 (Mario)
-
Migration CNC USB Controller zu TNGv2
-
-
07.12.2021 (Mario)
-
Fixierschrauben sortiert
-
Not-Aus Schalter auf Maschine befestigt
-
-
06.12.2021 (Mario)
-
Fräsentisch an Wand befestigt (mit 3 Winkeln)
-
Frontblende hergestellt (schützt Zahnriemen vor unvorsichtigem Berühren im Betrieb)
-
Fräser Sorotec 3mm 2-Schneider zerstört (Fräser zersprungen; nicht verglüht - nach ca. 60 Fräsminuten bzw. Gesamtüberlebensdauer von 2 Stunden nominell)
-
-
05.12.2021 (Mario)
-
SSR an Output Board angeschlossen, um linke Steckdose auf Rückseite mit Spindel an/aus zu koppeln (funktioniert nun)
-
Intensivreinigung Steuer-PC, CNC Steuerung, Frequenzumrichter
-
Lüfter in Frequenzumrichter von innen gereinigt und geölt
-
CNC Treiberboard: Lüfter aufgeschraubt (statt geklebt) und von innen gereinigt und geölt
-
X-Antrieb: Energiekette auf Tischhinterseite verlagert
-
X-Riemen auf Kugellager aufgelegt (war um 90° verdrillt)
-
-
Homing Speed von 500mm/min auf 1500mm/min angehoben
-
01.12.2021 (Mario)
-
Y-Riemen gewechselt und Riemenspannung angepasst
-
Saugschuh-Fixierschraube getauscht (neuer Griff, kürzerere Schraube)
-
-
29.11.2021 (Mario)
-
Y-Achse auseinandergelegt (zum Riemen wechseln)
-
-
26.11.2021 (Mario)
-
Riemenspannung Y verändert (verstärkt). Zahnriemen dabei Schaden erlitten (minderwertiger Zahnriemen) - hierzu Spannvorrichtung gebaut und Langlochnut erzeugt
-
Absaugschuh modifiziert (Vivak-Visier gelasert; geeignete Aussparungen im Holz erzeugt)
-
-
24.11.2021 (Mario)
-
Riemenspannung X verändert: um 4 Zähne versetzt (enger gemacht) - Markierung mit grünem Tape erstellt (alte Position)
-
Saugschuh angefangen zu modifizieren
-
-
09.11.2021 (Mario)
-
PlanetCNC Mk3/4 Firmware Upgrade → neuen Lizenzcode bei PlanetCNC via Mail angefragt
-
Software Updates (Estlcam, PlanetCNC TNG, Inkscape, NotePad++, Winrar, …)
-
-
07.11.2021 (Mario)
-
Endschalter X-min und X-max angepasst → neue Holzblöcke zugesägt und angeschraubt
-
Energiekette Y-Achse mit Stützwinkel abgesichert
-
Energiekette X-Achse - Kollision mit Zahnriemen reduziert (neuer Holzblock)
-