# Übersicht
# Übersicht
Das System wurde nach diversen notwendigen Installationsmaßnahmen und bezüglich Frischwasser, Abwasser und Elektrik am 20.08.2025 erfolgreich wieder in Betrieb genommen.
## Systemübersicht
Der Protomax nutzt das bewährte Injektorstrahlverfahren AIWJ (abrasive injected water jetting). Er verfügt über keine Suspensionsstrahltechnologie (welche moderner und effizienter ist). Das Abrasivmittel wird somit nicht direkt im Hochdruckbereich zugegeben.
### Hardware
- [Kompakt-Wasserstrahlschneider ProtoMAX von Omax](https://things.fablabchemnitz.de/#/document/view/e380f8ce-e562-4413-8765-8dfd3cf8fc71/content)
- [Abrasiv-Hopper 45kg (100lb) von Omax](https://things.fablabchemnitz.de/#/document/view/86ed5b97-28fe-4250-aa3f-8fc8bc0bfbc9/content)
## Software
- [https://resource-downloads.omax.com/Software](https://resource-downloads.omax.com/Software)
## Benutzung
### Sicherheitshinweise
> ## Verletzungen
>
> **Verletzungen durch Hochdruck-Wasserstrahler können ernst sein. Im Falle einer Wasserstrahlverletzung empfiehlt die Waterjet Technology Association:**
>
> - Sehen Sie sofort medizinische Aufmerksamkeit. Nicht zögern!
> - Informieren Sie den Arzt über die Verletzung.
> - Sagen Sie dem Arzt, welche Art von Wasserstrahlprojekt zum Zeitpunkt des Unfalls und die Quelle des Wassers und der beteiligten Materialien.
> - Informieren Sie den Arzt folgender Informationen:
>
> ## Dieser Patient kann unter einer Wasserstrahlverletzung leiden.
>
> - Die Bewertung und das Management sollte wie eine Schussverletzung gehandhabt werden.
> - Die äußeren Erscheinungen der Verletzung können nicht verwendet werden, um das Ausmaß der inneren Beschädigung vorherzusagen.
> - Das erste Management sollte eine Stabilisierung und eine gründliche neurovaskuläre Untersuchung beinhalten.
> - Röntgenstrahlung kann verwendet werden, um subkutane Luft und fremde Körper, die vom Verletzungsort entfernt.
> - Verletzungen der Extremitäten können umfangreiche Nerven, Muskeln, Gefäßschäden sowie eine distales Kompartiment-Syndrom verursachen.
> - Verletzungen des Rumpfes können innere Organschäden verursachen. Es sollte eine chirurgische Beratung erhalten werden.
> - Eine aggressive Spülung und Wundreinigung wird empfohlen.
> - Auch chirurgische Dekompressionen und Explorationen können notwendig sein.
> - Angiographische Studien werden vorab empfohlen, wenn arterielle Verletzungen vermutet werden.
> - Bandagen mit einer hygroskopischen Lösung (MgSo4) und hyperbare Sauerstofftherapie wurden als Zusatztherapie eingesetzt, um Schmerzen, Ödeme und subkutanes Emphysem zu lindern.
> - Ungewöhnliche Infektionen mit seltenen Organismen bei immunkompotenten Patienten wurden beobachtet
> - Die Quelle des Wassers ist wichtig bei der Entscheidung über die anfängliche, empirische Antibiotika-Behandlung, und breit-Spektrum
> - intravenöse Antibiotika sollten verabreicht werden.
> - Es sollten Kulturen angelegt werden.
> - Bakterien können im stehenden Wasser des Tanks aufbauen. Verletzungen oder Schnitte, auch kleinere, sollten mit Vorsicht behandelt werden. Wenn Sie offene Wunden haben, vermeiden Sie Kontakt mit dem Wasser oder tragen Sie Handschuhe, die Sie nicht dem Tank Wasser ausgesetzt
## **[Medical\_Card.pdf](https://wiki.stadtfabrikanten.org/attachments/97) als Download**
## Kosten
Zunächst einmal lässt sich eine pauschale Aussage wie „*Wasserstrahlschneiden kostet Betrag X pro Teil*“ nicht treffen – denn dazu sind die Einflussfaktoren zu unterschiedlich. Im Wesentlichen hängen die Kosten fürs Wasserstrahlschneiden u.a. von folgenden Details ab:
- Zu schneidendes Material, (z. B. NE-Metalle wie Aluminium oder andere Materialien wie Edelstahl, Stahl bzw. Kunststoffe und Verbundwerkstoffe) und der damit verbundene Bedarf an Abrasivmittel
- Gewünschte Form des Werkstücks (bestimmt den Schneidweg)
- Stückzahl
- Materialoberfläche
- Qualität der Schnittfläche (Schendigeschwindigkeit)
- Stromverbrauch: Grundlast: ca. 3300 Watt im Betrieb gemessen
**Faktoren zur Kostenreduktion**
- Faustregel: nur so gut wie nötig (Schnittqualität)
- Reduktion der Schneidzeiten/Erhöhen der Schneidgeschwindigkeit (m/h)
- Reduktion des Abrasivmittels/Wassers
- Wechsel auf Purwasserstrahl, um Verschleiß verringern, denn das macht ca. 50-70% der Kosten aus
- Geometrie so optimieren, dass weniger Kurven enthalten sind - jede zusätzliche Kurve bzw. Geometrie verlangsamt den Prozess
- Rüstzeiten der Maschine: Umrüsten von Reinwasserstrahl zu Abrasiv und umgekehrt
## Siehe auch
- [http://www.maximator-jet.de/de/wasserstrahltechnik/schneidverfahren](http://www.maximator-jet.de/de/wasserstrahltechnik/schneidverfahren)
- [https://www.sculpteo.com/blog/2017/04/12/laser-cutting-vs-water-jet-cutting-which-is-best-for-your-application](https://www.sculpteo.com/blog/2017/04/12/laser-cutting-vs-water-jet-cutting-which-is-best-for-your-application/)
- [https://www.laserschneiden-marktplatz.de/schneidverfahren-im-vergleich](https://www.laserschneiden-marktplatz.de/schneidverfahren-im-vergleich)
- [https://www.thefabricator.com/?filter=article&category=waterjetcutting](https://www.thefabricator.com/?filter=article&category=waterjetcutting)
- [https://www.tu-chemnitz.de/tu/pressestelle/2018/02.01-15.16.html](https://www.tu-chemnitz.de/tu/pressestelle/2018/02.01-15.16.html)
## Ermöglichung
Der Wasserstrahlschneider im FabLab Chemnitz wurde 2020 gemischt finanziert durch:
[](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2025-08/PqZPFzsJ7XhPNB6U-grafik.png)
Co-finanziert durch Zuwendung der anstiftung gemeinnützige Stiftung bürgerlichen Rechts, München.
[](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2025-08/eKz65XE5B1wQaZUp-grafik.png)
Gefördert durch den Kulturraum Stadt Chemnitz. Diese Maßnahme wird mitfinanziert durch Steuermittel auf der Grundlage des von den Abgeordneten des Sächnischen Landtags beschlossenen Haushalts.
[](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2025-08/7JiPrMGXyaKM2BWg-grafik.png) [](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2025-08/UFqeRTf7O7uf5pAd-grafik.png)
Co-finanziert durch die Städtebauförderung von Bund, Ländern und Gemeinden (Verfügungsfonds Sonnenberg)
# Werkstoffe
## Stahl
## Glas
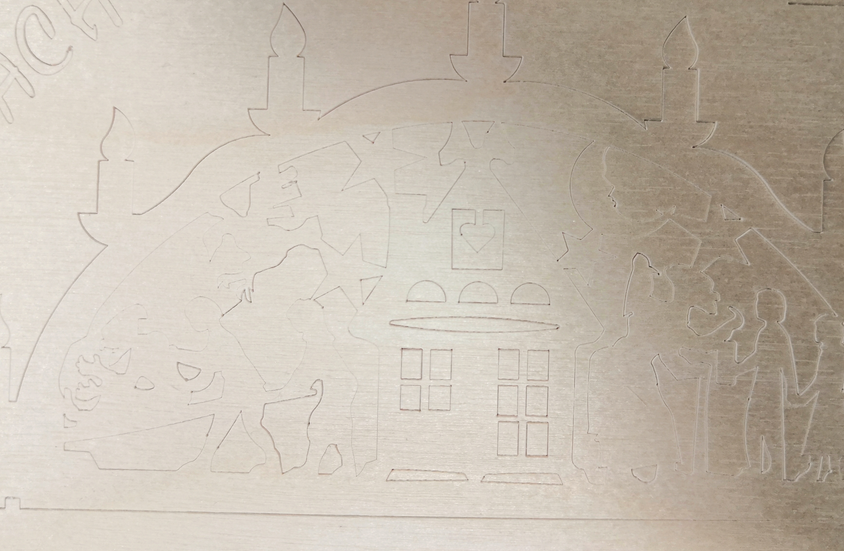
## Sperrholz
Auch Sperrholz kann mit dem Wasserstrahlschneider problemlos geschnitten werden. Das Sperrholz sollte zum Schutz vor Spritzwasser auf der Rückseite (Richtung des Auffangbeckens) auf eine Folie (z.B. Frischhaltefolie) gelegt werden. Haltestege beim Wasserstrahlschneiden sind in der Regel nicht notwendig, da das Holz im Kantenbereich im Schnittvorgang leicht aufquillt und damit eine eigene Klemmwirkung im Rohwerkstoff erzeugt. Dadurch fallen die Teile nicht so leicht von alleine heraus.
Das Schneiden kann mit dem Reinwasserstrahlschneiden, also ohne den Zusatz von Abrasiv, durchaus bis zu einer Dicke von ca. 4 mm erfolgen, da die Schnittkraft bereits ausreicht. Nach dem Schneiden nimmt das Holz, sofern es kein Wasser von unten gezogen hat, seine Ausgangslage wieder an und wird recht schnell trocken (da nur die Randbereiche nass geworden sind).
Die Schneidspalte sind in der Regel sehr gering und belaufen sich auf ca. 0,1 mm. Beim Schneiden entsteht im Übrigen so gut wie kein Druck auf die Oberfläche, da der Schneidstrahl so dünn wie eine Stecknadel ist. Je dicker das Sperrholz ist, desto geringer wird die Schneidqualität. Bei Holz ab ca. 5 bis 7 mm Dicke kann es beim Reinwasserstrahlschneiden zu Schneidfurchen (Ausbrüchen) auf der Unterseite kommen und es muss möglicherweise mit Abrasiv geschnitten werden, um dies zu vermeiden.
[](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2025-08/vwBkalXDTwQ8Avt6-grafik.png)
# Reinwasserstrahlschneiden und Abrasivschneiden
Die Auswahl des Verfahrens Abrasiv- oder Purwasserstrahlschneiden erfolgt nach Werkstoffe, Dicke und weiteren Anforderungen.
## Reinwasserstrahlschneiden
Schneiden ohne Zugabe von Strahlmittel. → höhere Lebensdauer, aber weniger Schneidleistung
## Abrasivschneiden
Abrasivschneiden →Schneidkorund bis zu 20x stärkere Leistung als Reinwasserstrahlschneiden, allerdings sehr hoher Verschleiß der Maschinenbaugruppen (→ mehr Wartung, weniger produktive Zeit)
## Bekannte Verfahrenstypen
- AWJ = abrasive water jetting
- AIWJ = abrasive injected water jetting
- ASWJ = abrasive suspension water jetting
- WAS = Wasser-Abrasiv-Suspensionsschneiden
- [ConSus](https://ant-ag.com/produkte/consus) = Continous Suspension (Firma ANT)
# DIY Wasserstrahlschneider?
Viele Leute bauen ihre Fräsen, Drehmaschinen und 3D-Drucker - ja selbst Lasercutter - mit relativ einfachen Mitteln selbst her. Geht das auch mit Wasserstrahlschneidern? Diese Frage können wir weder mit ja, noch mit nein beantworten. Allerdings sammeln sich auf dieser Seite Gedanken und Ideen diesbezüglich.
Zunächst sollten Gedanken angestellt werden, was für das Wasserstrahlschneiden von Werkstoffen überhaupt benötigt wird. Das sind in der Regel:
- eine starke Pumpe. Wasserstrahlschneider arbeiten meistens mit 1000 bis 7000 bar Druck. Ein handelsüblicher Hochdruckreiniger (z.B. Kärcher) bringt in der Regel "nur" 100 bis 200 bar. Der Desktop Waterjet Cutter "Wazer" bringt ca. 1000 bar Druck. Der Omax Protomax bringt schon über 2500 bar. Je höher der Druck, desto eher schneller oder überhaupt schneidbar sind dann die meisten Materialien. Absolut kritisch ist dabei der Aufbau des Werkzeugkopfes (Material, Fokusrohr, Durchmesser, Konzentrizität, etc.)
- eine verschleißfeste Düse
- ein gutes Fördersystem für Strahlmittel und Wasser. Welches Abrasiv kann ich nutzen und wie und wo bringe ich es in das Fördersystem ein?
- viele Sicherheitsvorkehrungen, z.B.
- Schutz vor gefährlichem Austritt des Wasserstrahls im Tankboden und damit Leckage oder Austritt am Werkzeug oder der Kabine
- Schutz vor Kurzschlüssen (Elektrik + Wasser in einem Gerät)
- Schutz vor Überspannungen
- Schutz vor mechanischen Gefahren wie dem Ausfall der Pumpe oder dem Achssystem
Ein interessanter Artikel aus dem [Make Magazin aus 2017](https://makezine.com/2017/08/03/can-you-make-a-waterjet-cutter-for-a-few-hundred-bucks/). Das Video dazu:
# Abrasiv Mesh Einheitenumrechnungen
## Mesh zu mm/µm/inch
Einheit für Abrasivmittel/Schleifmittel/Korund/Garnet/Granatsand
**US and ASTM Std. / Sieve No.**
**Entsprechende Porenweite**
**Meshes**
**Zoll**
**mm**
**µm**
20
0,0331
0,841
841
25
0,0278
0,707
707
30
0,0234
0,595
595
35
0,0197
0,500
500
40
0,0165
0,420
420
45
0,0139
0,354
354
50
0,0117
0,297
297
60
0,0098
0,250
250
70
0,0083
0,210
210
80
0,0070
0,177
177
100
0,0059
0,149
149
120
0,0049
0,125
125
140
0,0041
0,105
105
170
0,0035
0,088
88
200
0,0029
0,074
74
230
0,0025
0,063
63
270
0,0021
0,053
53
325
0,0017
0,044
44
400
0,0015
0,037
37
---
0,0010
0,025
25
---
0,0008
0,020
20
---
0,0006
0,015
15
---
0,0004
0,010
10
---
0,0002
0,005
5
---
0,00012
0,003
3
---
0,00008
0,002
2
---
0,00004
0,001
1
# Schärfdienstkiste
Im Wasserstrahlschneidraum steht die Schärfdienstkiste. Stumpfe Klingen von Hobeln, Küchenmessern, Meißeln, Beiteln, Scheren sowie Bohrer und Sägeblätter können je nach Zustand durch Auftragsschweißen, Zahnwechsel oder einfaches Anschleifen / Schärfen aufgearbeitet werden. Stumpfe Werkzeuge können entsprechend in dieser Kiste gesammelt werden, um ihnen u.U. ein weiteres Leben einzuhauchen.
[](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2026-03/fKcDnsHHkS4beXG8-grafik.png) [](https://wiki.stadtfabrikanten.org/uploads/images/gallery/2026-03/CeOfYGc5WSUXOxjH-grafik.png)
Wo können wir stumpfe Schneidwerkzeuge hingeben?
- [Werkzeug-Eylert, Friedrich-Oskar-Schimmel-Straße 3, 09120 Chemnitz](https://www.eylert.de/Dienstleistung/Schleifservice/)
- [Lutz Böttger, Sonnenstraße 20, 09130 Chemnitz](https://www.messer-boettger-chemnitz.de/)
- [Schleiferei Pickl, Annaberger Straße 182, 09120 Chemnitz](https://www.frank-pickl.de/Schleiferei-Pickl.htm)
- [Rüdiger Dörfel, Waldstraße 14, 09117 Chemnitz](https://otto-doerfel.de/firma/)
- [Schleifservice Chemnitz, Hans-Ziegler-Str. 3, 09127 Chemnitz](https://www.schleifservice-chemnitz.de/)