Laserschneiden und -gravieren
Unser Lasersystem ist ein Epilog Zing 24 (6030)
- Systemübersicht
- Laser: Kosten, Materialien, Gravier- und Schneidparameter
- VisiCam - Teile mit Kamera passgenau platzieren
- Historie / Changelog
- Laser Grundkurs
- Visicut
- Projektbeispiele
- Weihnachtliche Schaufenstergestaltung von Stefan Meyer
- Lasergravieren und Ätzen von Leiterplatten
- Diverse Laserbeispiele, die enstanden sind
- Begrifflichkeiten / Materialkunde
- Tabbed / "finger-jointed" Box Generators
- Joinery - Laschen, Ösen, Nasen, Stege in 2D-Modelle einarbeiten
- Reststücken beim Schneiden - wegwerfen oder behalten?
- Allgemeine Tipps und Tricks
Systemübersicht
Offizieller Link: https://www.epiloglaser.com/laser-machines/legacy-systems/zing-16-24

Komponenten und Kosten
Unser komplettes Lasersystem besteht aus:
| Komponente / Inventar-Link | Stromverbrauch |
|
Laserschneid- und graviersystem Zing 24 von Epilog | "Fawkes" |
|
|
|
| Refine Filter (Luftfilterkasten) | "Daenerys" | - |
| Luftpumpe HP-80 von HIBLOW | "Leviathan" |
|
| Deckelkamera (VisiCam Addon) von mmaster | |
| Notebook Akoya E15407 von Medion | "Mister Beam" | |
| diverse Schläuche & Zubehör (Kabel, Adapter, Niederhalter, Reinigungsmittel, ...) | - |
Software und Treiber
- Für den Laserbetrieb eingerichtet ist der Laptop "Mister Beam" (statische IP-Adresse 192.168.178.90 auf LAN-Interface!)
-
Die Firmware des Systems ist die aktuellste (1.0.0.8). Hinweis: Auf der Webseite werden auch 1.0.1.4 und 1.0.1.6 verlinkt, aber beide zeigen schließlich auf 1.0.0.8!
- Wir verwenden für das Arbeiten (Stand 09.10.2025) wahlweise ...
- Epilog Software Suite Version 2.2.16.3 (installiert eigenständig den passenden Druckertreiber), oder
- Visicut Version 2.1, aber
- nicht den alten Epilog Dashboard Treiber
Netzwerk
Der Laser wird explizit nicht per USB angeschlossen, sondern über RJ45. Auf diese Weise können wir damit Visicut benutzen.
-
IP 192.168.178.88 (Port 515)
-
Subnetz 255.255.255.0
-
Gateway 192.168.178.1
Absaugung
Die Absaugung kann per Kippschalter ein- und ausgeschalten werden. Ein Modul für die Steuerung per USB oder COM-Port ist nicht vorgesehen (siehe leere Aussparung Geräterückseite):

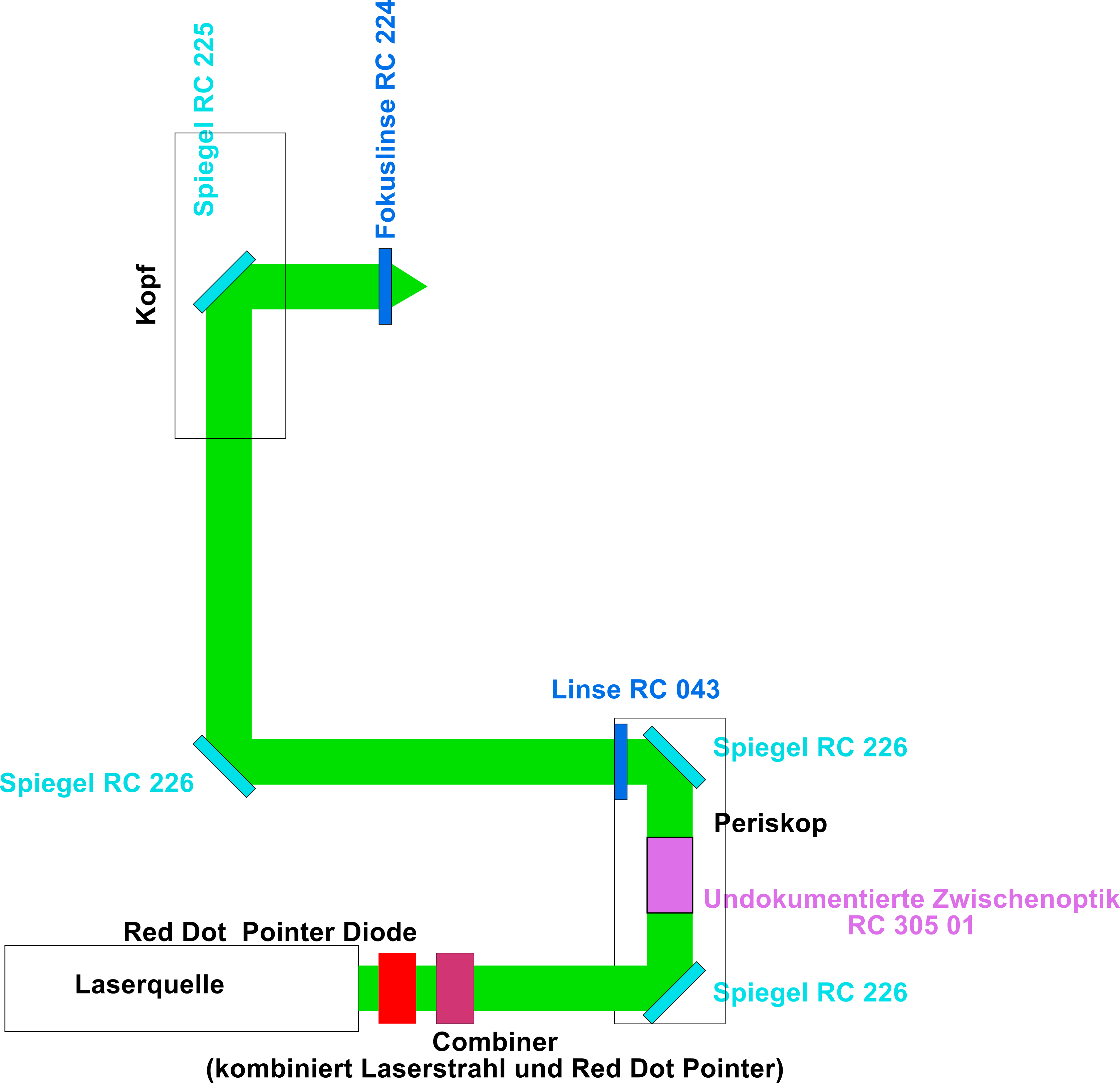
Schema Strahlverlauf (Optiken, Spiegel, Linsen)
Modifikationen
Unser Laser ist nicht mehr 100% original ;-) Folgende Dinge haben wir am System verändert:
Verbesserung der Reed-Kontakte
Links und rechts am Deckel befinden sich zusätzliche Magnete auf den Originalmagneten, damit der Abstand verringert wird. Dadurch ist der Deckelkontakt garantiert und es gibt keine Aussetzer mehr beim Lasern.

Do's und Don'ts / Starthinweise
- Beim Start von Visicut muss der erste Laserjob u.U. 2x gesendet werden, weil es einen anfänglichen Datenübertragungsfehler gibt
- bei längerer Standzeit des Lasers ohne aktive Nutzung ist das Gasgemisch in der Laserquelle u.U. nicht optimal verteilt. Erste Laserschnitte können deshalb zu Beginn unterbrochen sein. Um ganz sicher zu gehen kann zu Beginn ein kleiner Job auf einem Stück Restholz ausgeführt werden, um die Laserquelle ausreichend zu aktivieren. Als Problem wird es in der Regel dann gesehen, wenn es mehrfach am Tag passiert (also zum Beispiel nach 2 Stunden). In den Einstellungen am Laser können Konfigurationswerte für Laser Match und Laser Tickle eingestellt werden. Wenn es damit nicht behoben wird, dann sollte ein Laserquellentausch in Betracht gezogen werden. Siehe auch https://support.epiloglaser.com/de/lasermaschine/fibermark/laserquelle/co2-einstellungen-fur-die-behandlung-von-warzen und https://support.epiloglaser.com/de/lasermaschine/fusion-pro/service-und-reparatur/erweiterte-anleitung-zum-kaltstart
Wartung
Messen der Laserleistung
Das Messen der Laserleistung der Quelle kann mit einem Ophir Comet erfolgen. Das Messinstrument darf dabei nicht in den Brennpunkt der Linse gelegt werden und darf nur für eine definierte Zeit aufgeheizt werden. Andernfalls wird das Messinstrument beschädigt.
Laser: Kosten, Materialien, Gravier- und Schneidparameter
💴 Laserkosten und Zugang zum System
Wer darf an den Laser?
Das Bedienen des Lasers im FabLab ist aus einer Vielzahl guter Gründe nur eingewiesenen Vereinsmitgliedern vorbehalten.Wir bieten die Laserei nicht als Dienstleistung - insbesondere nicht für Externe - an. Der vordergründige Zweck unseres Lasers: Vereinsmaterialien für durchzuführende Workshops anfertigen, Mitgliederprojekte, Prototypen und Ersatzteile herstellen, den Umgang mit Lasermaschinen lernen und Wissen auffrischen, Dinge ausprobieren - z.B. innerhalb der offenen Werkstatt. Unser Laser ist keine übliche Produktionsmaschine für die Serienfertigung - schon alleine auf Grund des Alters und der durchgeführten Sonderreparaturen ist es kein Workhorse, sondern tendenziell eine etwas anfälligere Gerätschaft, die auch gern von Zeit zu Zeit modifiziert wird.
Hinweis: wer als Interessent eine Kleinigkeit lasern und das große weite Feld des CO²-Lasers erkunden möchte, kann sich an zuständige Vereinsmitglieder wenden und um Hilfe fragen - zum Beispiel im Rahmen der offenen Werkstatt oder per E-Mail. Je nach Umfang, Zeit und Muse kann dir hier u.U. geholfen werden. Dabei enstehen dir Kosten. Diese muss das entsprechende Vereinsmitglied beim Verein als Nutzungsgebühr abrechnen.

Weil "nur mal schnell was machen" so etwas provoziert. In diesem Zustand haben wir die beiden Laser bekommen, um einen ganzen daraus zusammenzuschustern.
Was kostet das Lasern im FabLab?
Mitglieder zahlen grundsätzlich mit ihren Mitgliedsbeiträgen bereits Anteile für die Bereitstellung der Infrastruktur (aka Raummiete, Strom, Wasser, Heizung, Internet, Versicherung, etc.). Das Lasern selbst erzeugt jedoch hohe Wartungs-, Reparatur- und Verbrauchskosten, die über die Mitgliedsbeiträge nicht abgedeckt werden können und zu unfairen Verhältnissen im Verein führen würden. Kosten entstehen hier u.A. für Filter, Reinigungsmittel, Tapes, Optiken (Linsen und Spiegel), sowie sonstige Ersatzteile. Außerdem steckt jede Menge Arbeitszeit drin, um das System technisch einwandfrei und sauber zu halten.
Laserkosten: Wir erheben grundsätzlich eine Gebühr in Höhe von 0,75 € brutto je effektive Laserminute für die private Nutzung (Bastelprojekte, Experimente).
Materialkosten: Dazu kommen Materialkosten, sofern du welches vom Vereinsvorrat abkaufen möchtest. Eigene Materialien kannst du mitbringen, sofern sie kompatibel sind. Kostenfrei sind Materialreste in den entsprechend ausgewiesenen Kisten. Auch hier tritt der Verein nicht als Materiallieferant für Externe auf. Der Materialvorrat ist den Vereinsmitglieder und -projekten vorbehalten.
Gebührenfrei sind grundsätzlich Aktivitäten mit dem Laser, die öffentlichen und vorher abgesprochenen Vereinsveranstaltungen und satzungsgemäßen Förderzwecken dienen.
Wie/wo wird abgerechnet?
Eingewiesene Vereinsmitglieder haben einen Login für das Werkstattzugangssystem. Dort kann die Maschine ein- und ausgeschalten werden und der grobe Verbrauch abgelesen werden. Die genauen Laserminuten können darüber nicht abgelesen werden. Deshalb ist für das Abrechnen bitte folgendes Formular zu nutzen:
💸 https://y.stadtfabrikanten.org/laser-abrechnung (Login notwendig). Bitte verwende die Spalte Material-ID in der Tabelle Übersicht vorhandener Materialien, um deinen Verbrauch korrekt im Formular angeben zu können.
Lasermaterialien
Grundsätzlich dürfen auf dem Laser alle Materialien bearbeitet werden, die kompatibel sind und auf einer Whitelist stehen. Werkstoffe auf der Blacklist dürfen aus den dort genannten Gründen nicht bearbeitet werden. Materialien, die (noch) nicht aufgelistet sind, müssen vorher besprochen werden.
Grundsätzlich darf jedes Mitglied seine Werkstoffe selbst mitbringen. Sie sollten dann jedoch Standards unterliegen:
- geringe Schüsselung. Schiefes/biegendes Material macht häufig Probleme
- billige Sperrholzplatten enthalten in der Regel Leime, die die Emissionsklasse erhöhen und beim Lasern für extra viel Rauch und Schmauch sorgen. Wir empfehlen E0 Platten
Eigene Materialien / Black-List und White-List
Einige Werkstoffe gefährden die Gesundheit (chemische Verbindungen), beschädigen oder verschmutzen die Maschine (Entflammbarkeit, Korrosion), verschmutzen die gelaserten Bauteilen zu stark oder erzeugen ein miserables Schnittbild (verkohlte, verklebte, aufgequollene, ungenaue oder verschmolzene Schneidkanten). Manches lässt sich nicht schneiden, da der Schneidspalt zu groß wird oder sich das Bauteil thermisch extrem verzieht (Welligkeit).
Nicht gelasert werden sollten Werkstoffe mit hohem Gehalt an oder VOC-Bildung von:
- Benzin (z.B. in Gummi)
- Chlorgas
- Halogenen (z.B. Fluorkautschuk)
- (Kunst)harzen, Formaldehyden, Kresolen (z.B. bestimmte Exterieur-Sperrhölzer, Farben und Lacke, Epoxidharz, Phenolharz, Melamin, HPL-Platten, GFK, CFK) PVC (z.B. pleather, Vinylschallplatten) - setzt Chlorgase frei
- Phosgen (Salzsäure)
- Polyethylen (PE)
- Polystyrol (PS), z.B. Polystrolschaum
- Schwermetallen (Nickel, Chrom, Kobalt)
- Zink
Aus weiteren Gründen wie hohen thermischen Verzugs, hässlichen Schnittbildern, Brandmarken oder Risiko der Beschädigung des Lasersystems disqualifizieren sich außerdem:
- Acrylnitril-Butadien-Styrol-Copolymer (ABS)
- Kevlar
- Polychloropren (Chloropren-Kautschuk / Neopren)
- Polycarbonat (PC)
- Teflon (PTFE)
Bitte frag' vorher an, was machbar ist! Denk' außerdem auch an Deine eigene Gesundheit und über ökologische Alternativen nach!
Verbrauchsmaterial vom Verein erwerben

Am 11.07.2025 wurde innerhalb der Kursgruppe initial festgelegt, dass wir Laserverbrauchsmaterialien wie folgt händeln werden:
- in den beiden Rollcontainern unterhalb des Lasers befinden sich vom Verein käuflich erwerbliche Rohmaterialien. Diese können auf Anfrage herausgegeben (Schlüssel notwendig) werden. Ansprechpartner ist Mario Voigt.
- der Verein hält einige vordefinierte Standardmaterialien im ungefähren Format 60x30cm oder in Standard DIN A-Größen vorrätig, deren Kompabilität und Beliebtheit bewiesen sind. Das sind u.a. Finnpappe, MDF, HDF, Sperrholz Pappel, Sperrholz Birke, Flugzeugsperrholz
Übersicht vorhandener Materialien
Restekisten (Kostenloskisten)


Einmal vom Verein erworbene Materialien können verlasert werden. Etwaige Nutzreste können in die Kostenloskiste (Restekiste) übergeben werden, damit sie jeder benutzen kann.
Dankenswerterweise werden Restplatten in sinnvolle Reststücke formatiert (gesägt/geschnitten), damit keine scharfen Spitzen/Kanten oder Überhänge zu schlechter Lagerung oder Verletzungen (z.B. Schnittwunden) führen!
Besonders kleine, aber hübsche Abfälle, zum Beispiel Kreise, Quadrate, etc., können in die Laser-Kleinteilkiste gelegt werden.
Laserabfälle

Unbrauchbare Laserreste gehören in die jeweiligen Abfallbehälter in der Elektronikwerkstatt oder in den anderen Werkstätten (Kategorien Karton, Holz und Kunststoff).
Unbrauchbar sind Materialien dann, wenn die Restflächen so klein sind, dass nichts mehr darauf sinnvoll passt bzw. anzuordnen ist oder das Gatter so instabil ist, dass das Einlegen und Fixieren kaum möglich ist (z.B. auch bei extremer Schüsselung).
Gravier- und Schneidparameter
Die folgenden Parameter sind in der Epilog Software Suite bereits hinterlegt! Diese Übersicht dient als Backup-Referenz und Übersicht für Visicut-Nutzer. Ein Backup dieser Daten gibt es unter https://gitea.fablabchemnitz.de/vmario/epilog-suite
Wir empfehlen in der Regel in Visicut die Gravieroption Bottom up zu aktivieren, um sicherzustellen, dass der Rauch besser in Richtung Absaugstutzen gezogen wird und sich dadurch weniger Rückstand auf der Bauteiloberfläche absetzt.
VisiCam - Teile mit Kamera passgenau platzieren
VisiCam ist ein extra Programm für Visicut. Es erlaubt das Erkennen des aktuellen Laserbettes und Platzieren von Objekten mit Hilfe einer Webcam und 4 Markern - in jeder Ecke einer.


Installation von VisiCam
Ausgedruckte Marker
https://raw.githubusercontent.com/t-oster/VisiCam/refs/heads/master/visicam-marker.svg
Erfordernisse
Achtung. Es sind exakt folgende Versionen zu verwenden, da zu alte oder zu neue Versionen keinen Build erlauben.
- Microsoft Visual C++ 2010 Service Pack 1 Redistributable x64
- Apache Ant 1.9.9
- OpenCV Library 2.4.9
- JavaCV Library 0.8
- Oracle Java JDK 1.7u80 (Login notwendig)
- VisiCam - Commit da73c08
Anleitungen
- https://github.com/t-oster/VisiCam (README.md)
- https://github.com/t-oster/VisiCam/wiki
- https://visicut.org
Hinweis: VisiCam kann auch als [Docker Container](https://github.com/t-oster/VisiCam/blob/master/Dockerfile) installiert werden!
Step by Step
Git cloning
cmd
mkdir "C:\Epilog Laser\"
cd "C:\Epilog Laser\"
git clone https://github.com/t-oster/VisiCam.git
Java Installation
https://download.java.net/java/GA/jdk14.0.2/205943a0976c4ed48cb16f1043c5c647/12/GPL/openjdk-14.0.2_windows-x64_bin.zip herunterladen und in C:\Epilog Laser\VisiCam\ entpacken
ant Installation
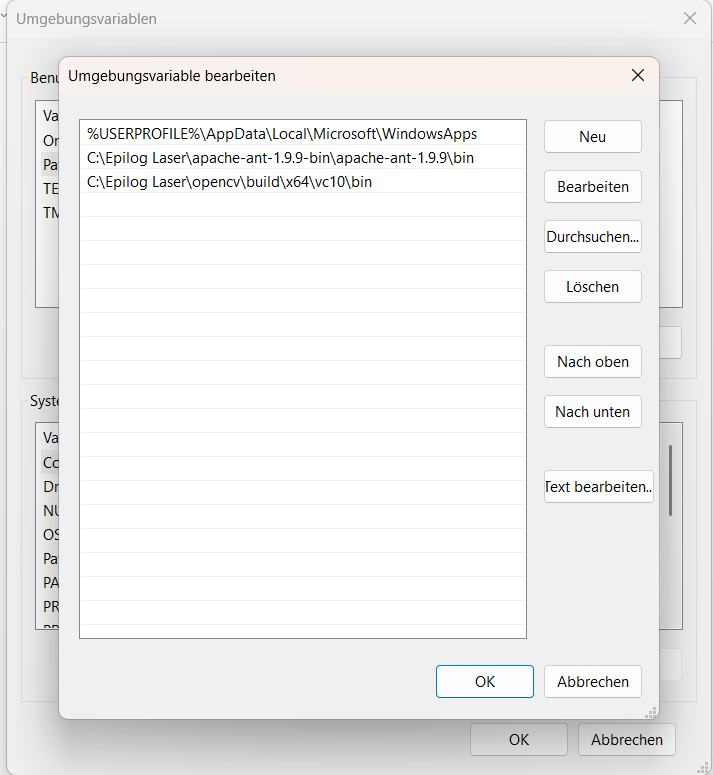
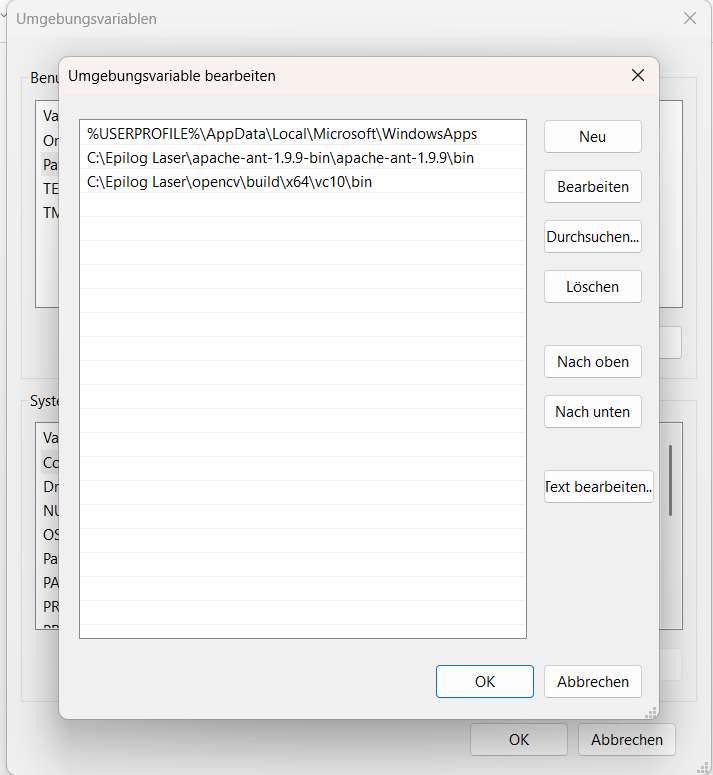
ant herunterladen, nach C:\Epilog Laser entpacken und dann ant in Umgebungsvariable %PATH% (User) einfügen: C:\Epilog Laser\apache-ant-1.9.9\bin
Wir benötigen diese alte ant Version, damit Java 1.6 unterstützt wird.
Javacv Bibliothek v0.8 einbinden
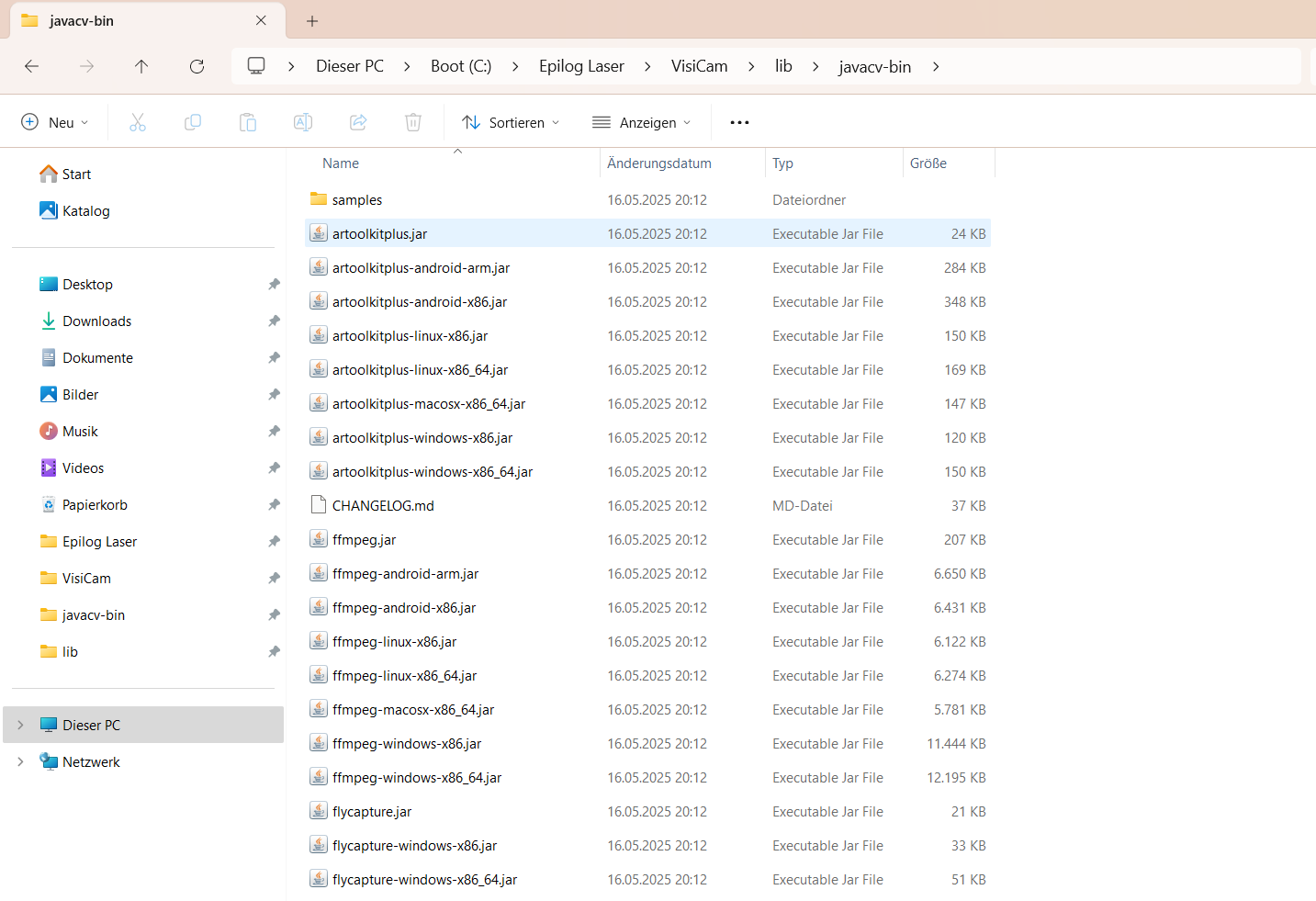
Herunterladen von https://repo1.maven.org/maven2/org/bytedeco/javacv/0.8/javacv-0.8-bin.zip und Entpacken in C:\Epilog Laser\VisiCam\lib\javacv-bin
OpenCV Bibliothek 2.4.9 einbinden
Herunterladen und Installieren von https://sourceforge.net/projects/opencvlibrary/files/opencv-win/2.4.9/opencv-2.4.9.exe/download und dann in Umgebungsvariable %PATH% (User) einfügen: C:\Epilog Laser\opencv\build\x64\vc10\bin
Projekt kompilieren
Der Build dauert ca. 10-15 Sekunden
cmd
cd "C:\Epilog Laser\VisiCam\"
set "JAVACMD=C:\Program Files\Java\jdk1.7.0_80\bin\java.exe"
ant clean
ant -verbose
Starten (manuell)
Folgender Befehl startet VisiCam, aber scheitert im Web GUI mit Fehler: INTERNAL ERROR: serveFile(): given homeDir is not a directory
cmd
cd C:\Epilog Laser\VisiCam\dist
VisiCam.jar
Folgender Befehl eignet sich für Testzwecke:
cmd
cd C:\Epilog Laser\VisiCam\
ant run
Die Oberfläche der Anwendung sieht so aus:
Das Webinterface läuft unter http://192.168.178.90:8080 und sieht wie folgt aus:
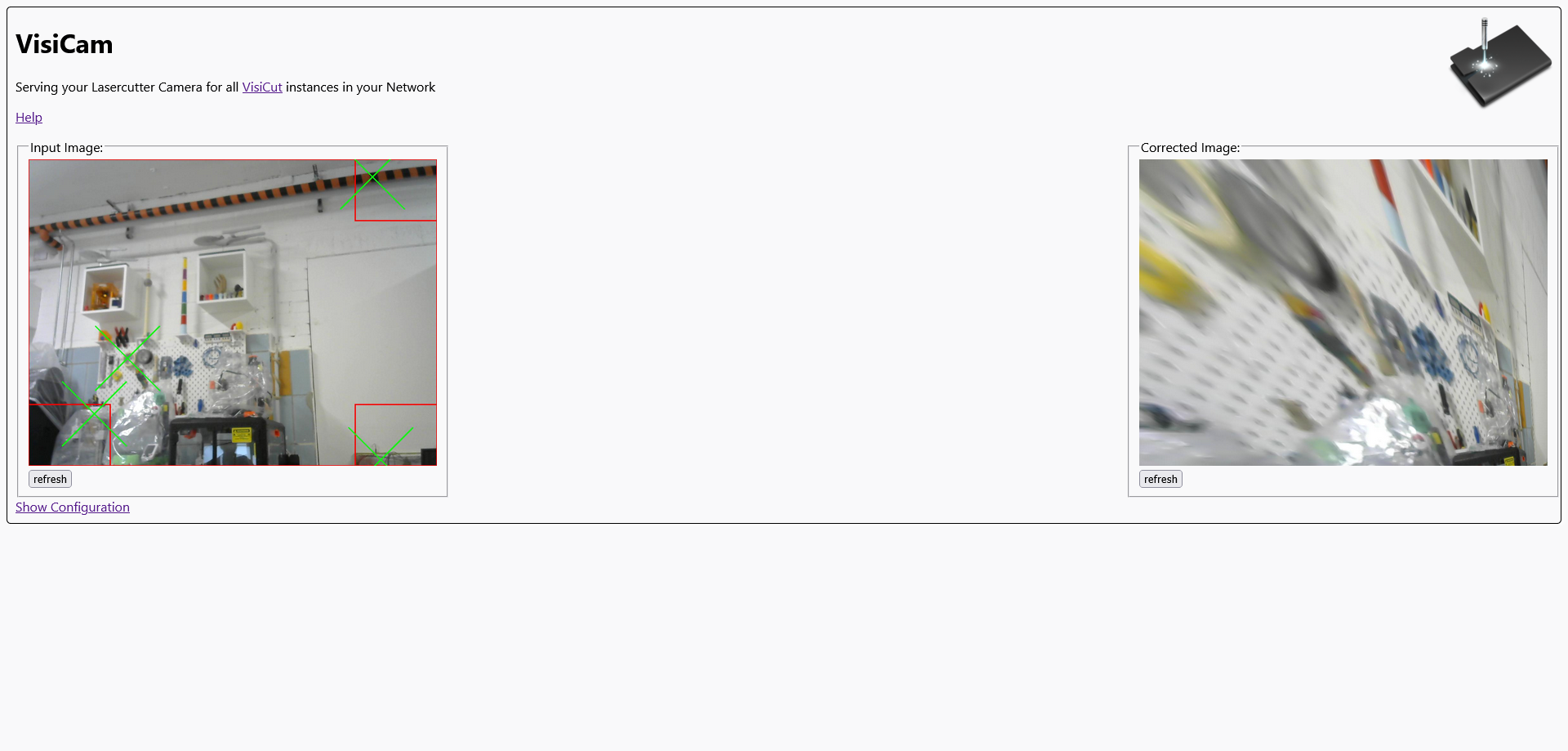
- Das aktuelle Kamerabild kann über http://192.168.178.90:8080/image abgerufen werden. U.a. ist der Stream auch erreichbar über
Es ist empfehlenswert dem Client-PC eine feste IP-Adresse zuzuweisen oder eine localhost Adresse in Visicut zu verwenden, damit der Kamerastream stabil abrufbar bleibt, auch wenn der PC neugestartet wird.
Kamera Info Popup deaktivieren (Taskleiste)
Als Administrator:
regeditDWORD NoPhysicalCameraLED 0HKEY_LOCAL_MACHINE\SOFTWARE\Microsoft\OEM\Device\Capture
Danach das System neu starten!
Starten per Verknüpfung
Wir können folgende Zeilen in eine start-visicam.cmd Datei schreiben und zukünftig per Mausklick starten:
cd C:\Epilog Laser\VisiCam\
"C:\Epilog Laser\apache-ant-1.9.9\bin\ant.bat" runoder noch besser:
cd C:\Epilog Laser\VisiCam
javaw --enable-native-access=ALL-UNNAMED -jar dist\VisiCam.jarWollen wir die Befehlszeile verstecken, eignet sich folgender Aufruf:
cd C:\Epilog Laser\VisiCam
start /min cmd /c "javaw --enable-native-access=ALL-UNNAMED -jar dist\VisiCam.jar"Starten als Service (bevorzugt)
Diese Variante ist narrensicher und ohne nervige Zwischenfenster anwendbar! Die Anwendng startet im Fehlerfall zudem automatisch erneut.
Hierfür installieren wir NSSM - the Non-Sucking Service Manager in C:\Epilog Laser\nssm 2.24-103-gdee49fc\ und fügen dann C:\Epilog Laser\nssm-2.24-103-gdee49fc\win64\ in %PATH% ein. Dadurch wird nssm.exe global verfügbar.
Dann führen wir in einer privilegierten Shell aus:
nssm install visicamWir bearbeiten den Dienst mit:
nssm edit visicamHier konfigurieren wir:
-
Application:
- Path:
C:\Program Files (x86)\Java\jre1.8.0_451\bin\java.exe - Startup Directory:
C:\Epilog Laser\VisiCam - Arguments:
-jar "C:\Epilog Laser\VisiCam\dist\VisiCam.jar"
Log on:
- Log on as
- This account:
.\flcadmin
- This account:
Shutdown:
- Output (stdout):
C:\Epilog Laser\VisiCam\visicam-service.log - Error (stderr):
C:\Epilog Laser\VisiCam\visicam-service.err
- Path:
- Auto-Restart on Failure
Wir starten den Dienst mit:
nssm start visicamWir stoppen den Dienst mit:
nssm stop visicamConfig
Vor der eigentlichen Kamera-Kalibrierung in Visicut muss zunächst die Kamera auf die eingesetzten Marker über die Visicam-Weboberfläche justiert werden. Alle in der Web GUI angepassten Werte landen in der Konfigurationsdatei C:\Epilog Laser\VisiCam\visicam.conf. Die Kalibirierung erfolgt direkt in Visicut.
Marker setzen und Kamera-Kalibrierung
Die Marker-Dateien (3D-Druck Teil für Z-Achse und Zielscheiben) sind auf unserem Gitea Server zu finden.
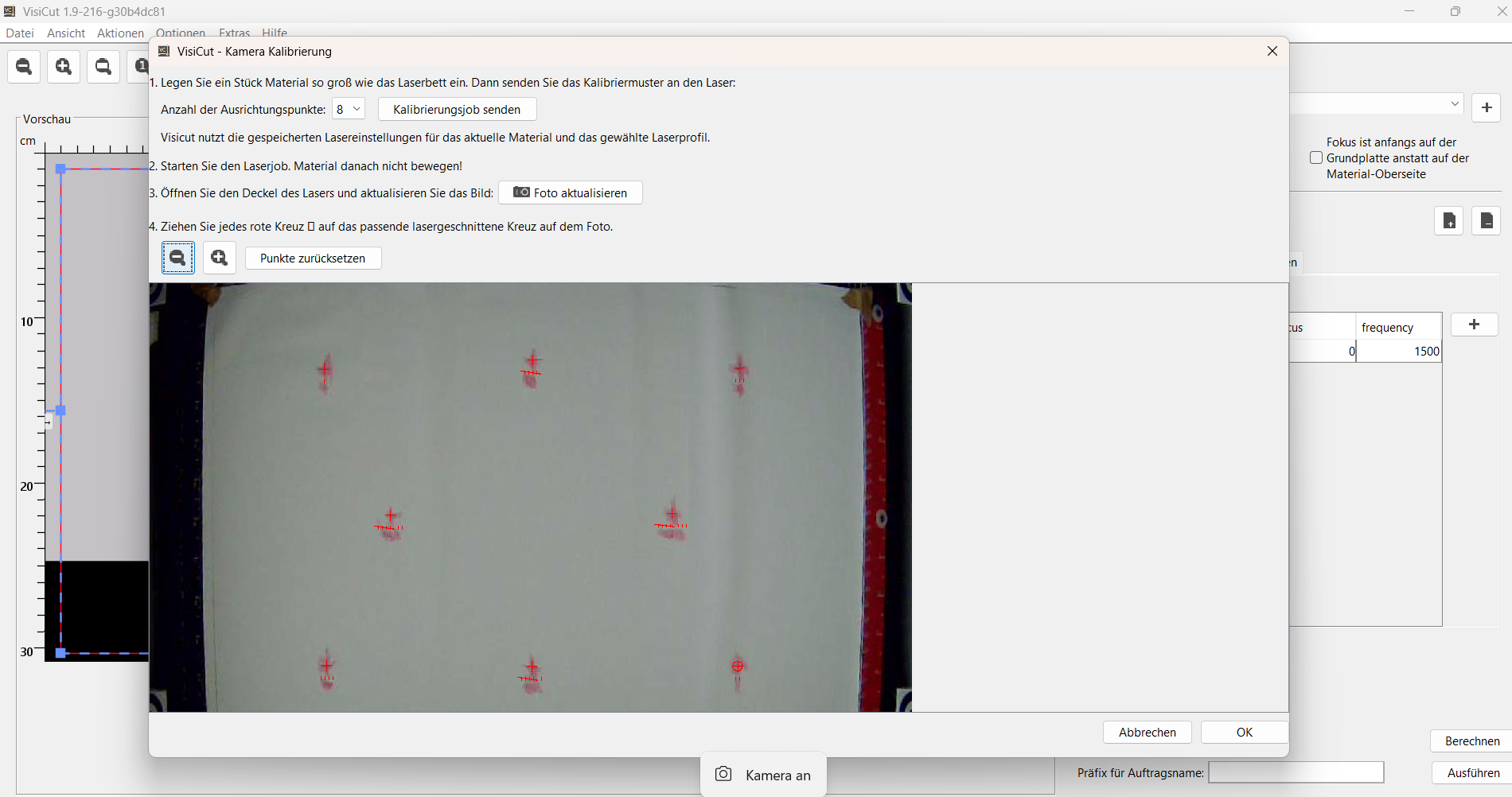
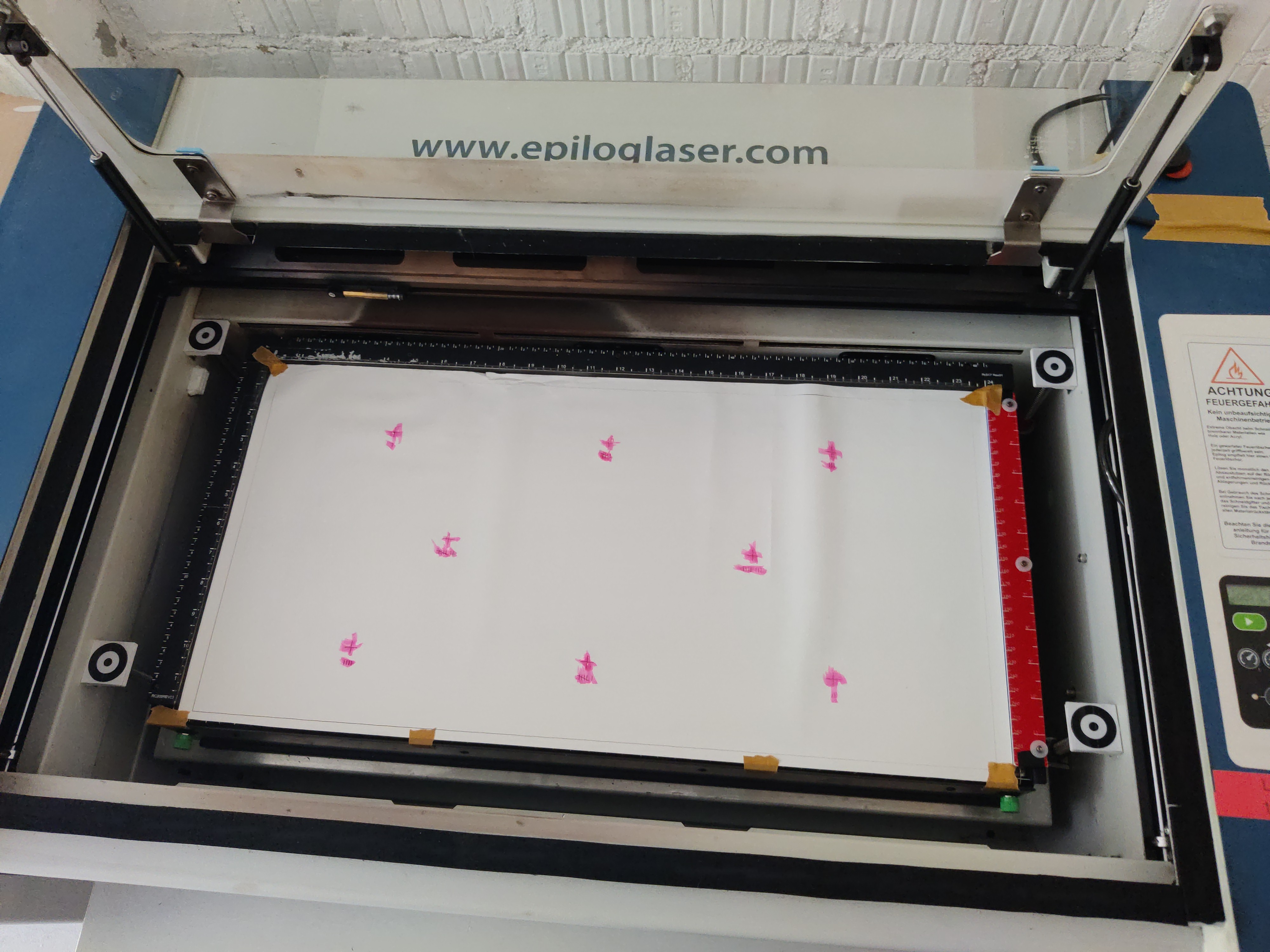
Die Kalibrierung der Kamera erfolgt in Visicut. Hierzu sind folgende Schritte notwendig:
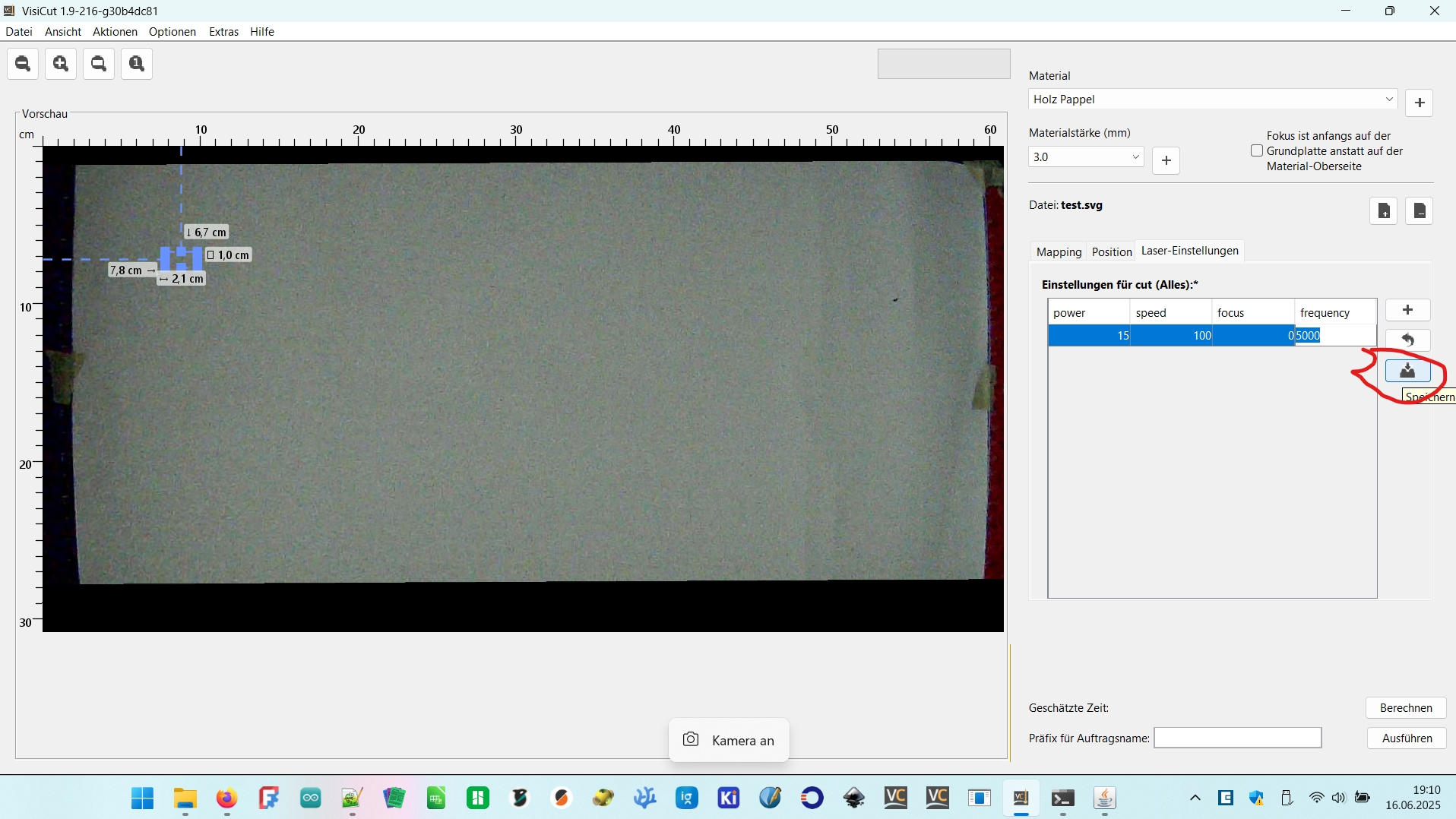
- Einen vollflächig Bett-ausfüllenden Papierzuschnitt in den Laser einlegen (610x313mm) und möglichst ungewölbt fixieren
- Visicut starten
- eine beliebige SVG-Datei laden, damit Laserparameter ("alles cut") angelegt und gespeichert werden können. Wir legen Settings an, die für den Papierzuschnitt geeignet sind (siehe Gravier- und Schneidparameter) und speichern sie:

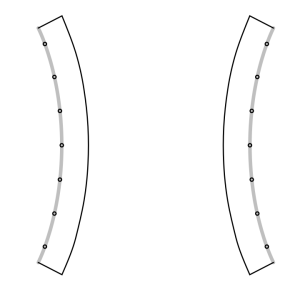
- Im Menu-Punkt die Kalibrierung starten und im Folgedialog den Kalibrierjob an den Laser senden und den dortigen Anweisungen folgen (Kamerabild vorher/nachher). Wir verwenden die genaueste Kalibrierung mit 8 Stützpunkten


Auf diesen Fotos zu sehen: Die vier Eck-Marker, ein 610x313mm großes Stück Papier und ein Kalibrierlaserjob mit 8 Stützpunkten. Zur besseren Sichtbarkeit wurden sie nach dem Lasern mit Textmarker gefärbt, weil das Kamerabild anfangs zu hell gewesen ist. - Überprüfen der Kalibrierung

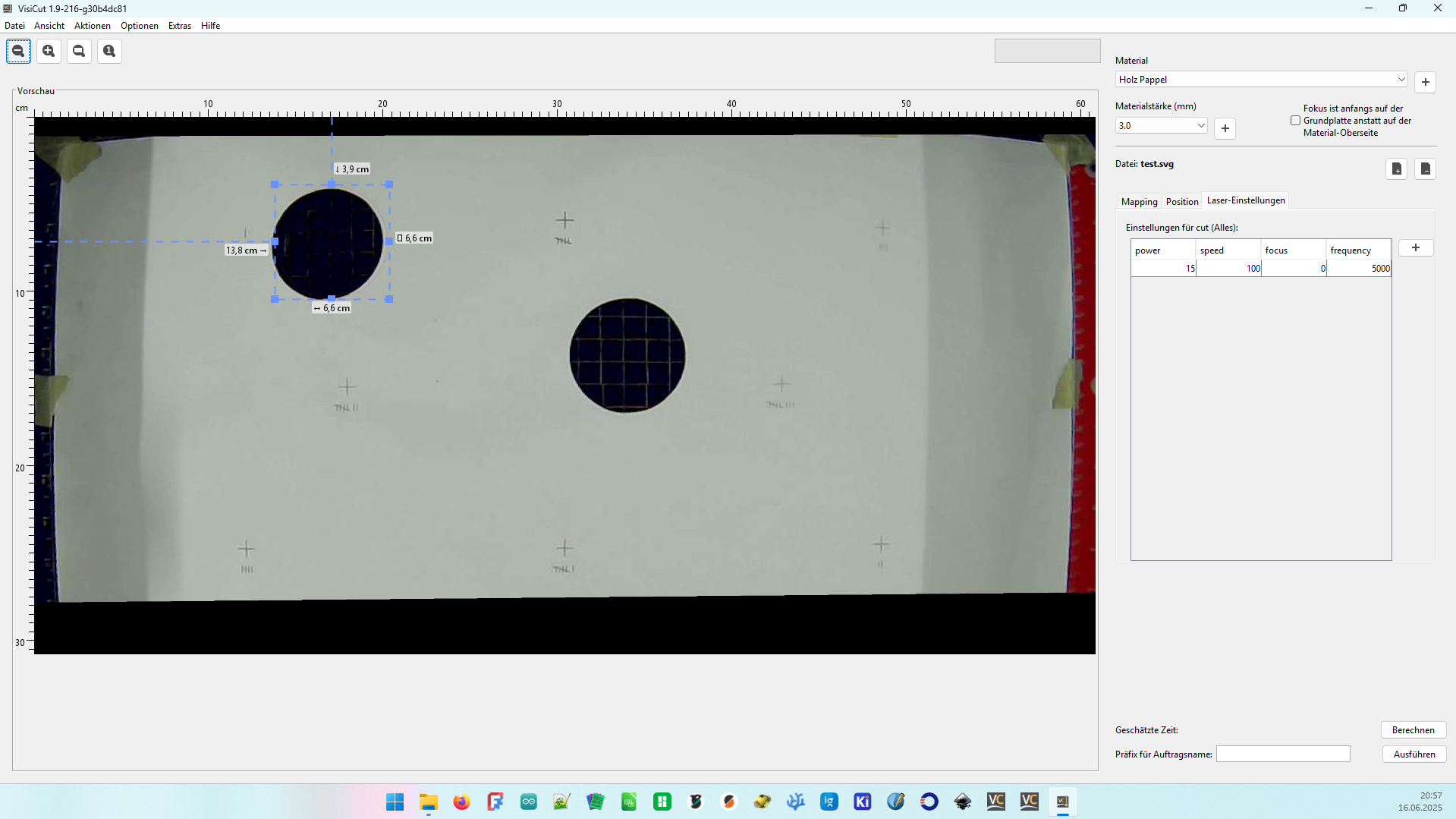
Eine fertige und funktionierende Kamerakalibrierung (der ausgeschnittene Kreis deckt sich sehr gut mit dem virtuellen Kreis in Visicut)
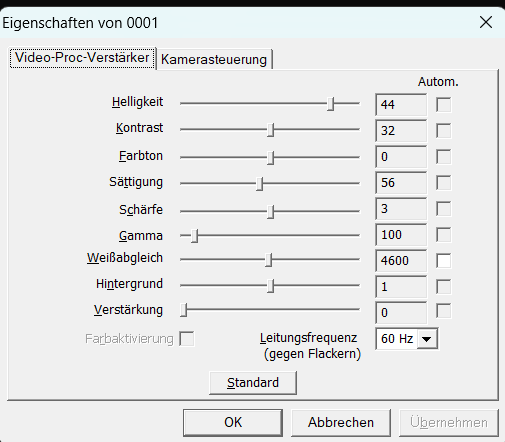
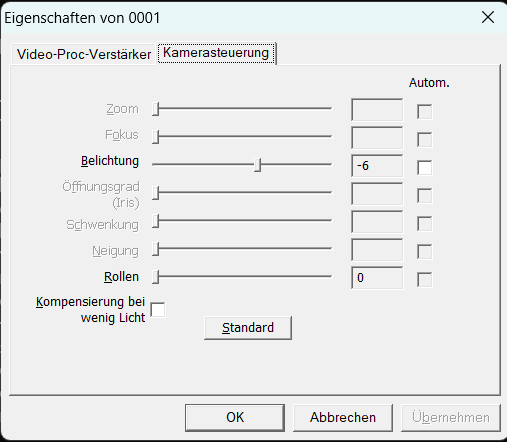
Anpassung der Webcam-Einstellungen mit FFmpeg (Bild-Finetuning)
Die von uns verwendete Webcam wird automatisch in ihren Einstellungen überschrieben, was ziemlich stört, da das Bild häufig überzeichnet ist und deshalb gelaserte Konturen nicht mehr erkennbar sind. Mit den Windows-eigenen Einstellungen kommen wir nicht weit. Deshalb installieren wir das Tool ffmpeg, um die Webcam-Einstellungen mit einem netten GUI zu überschreiben.
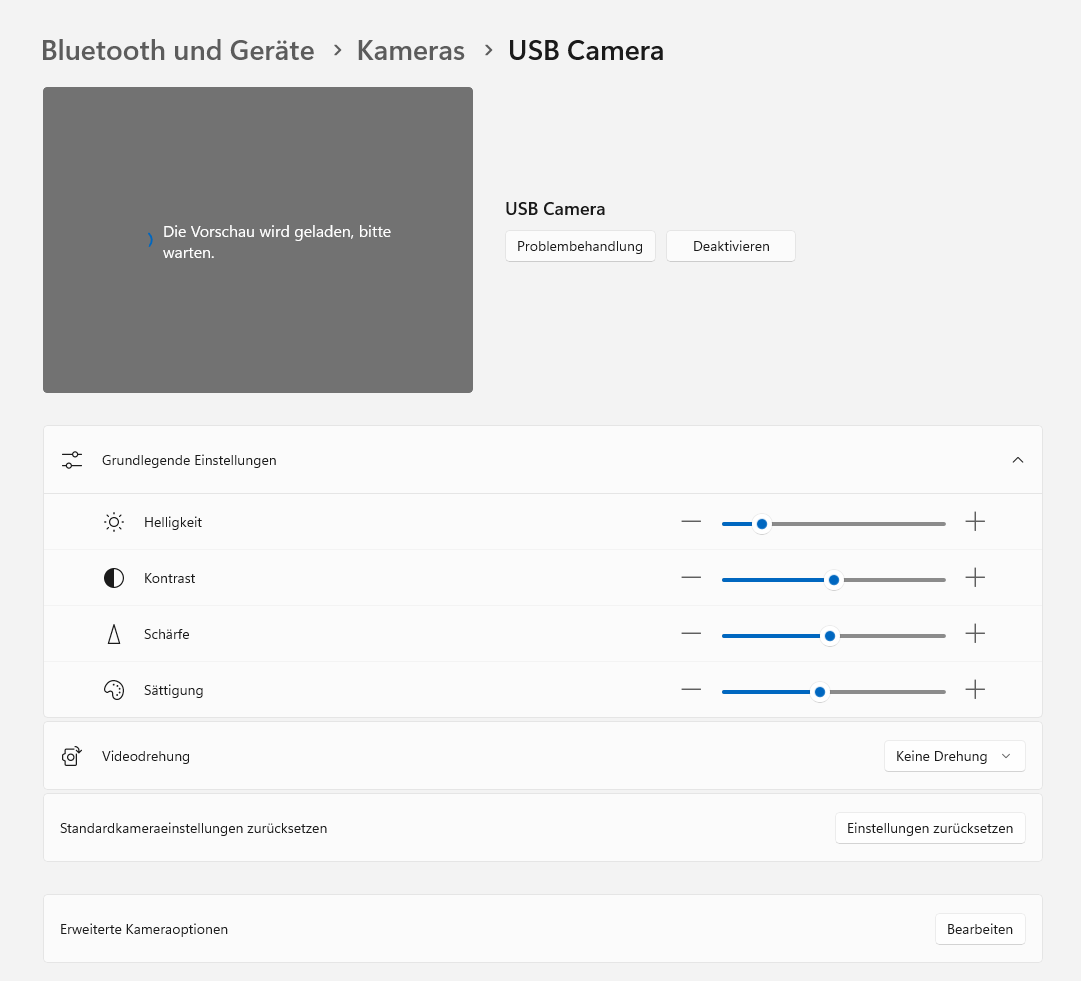
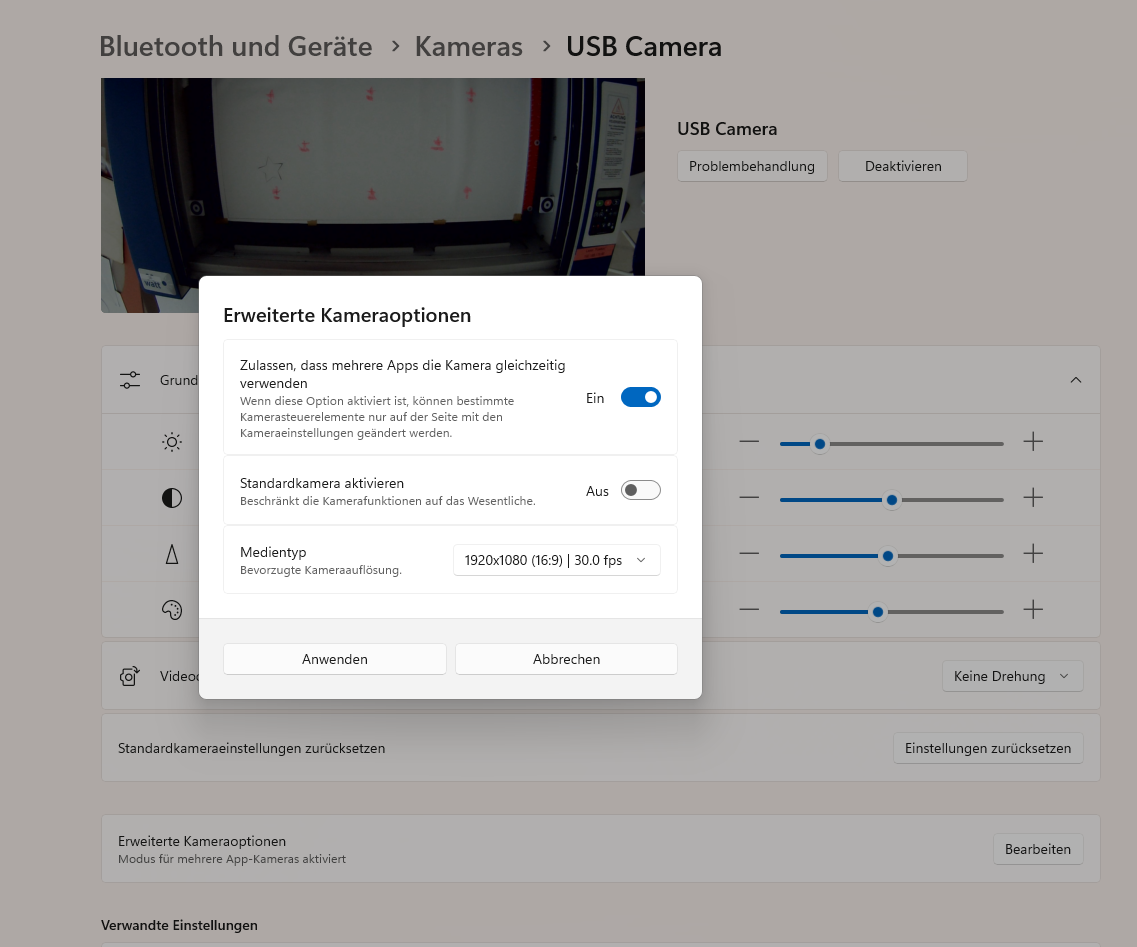
Verschiedene Kamera-Settings in Windows. Weniger brauchbar im Vergleich zu FFmpeg.
FFmpeg herunterladen und in %PATH% einbinden:
https://ffmpeg.org/download.html#build-windows
USB Kameras auflisten:
ffmpeg -list_devices true -f dshow -i dummy -hide_bannerZielkamera auswählen und Konfigurationsdialog öffnen:
set cam="@device_pnp_\\?\usb#vid_32e4&pid_9422&mi_00#8&149655b1&0&0000#{65e8773d-8f56-11d0-a3b9-00a0c9223196}\global"
ffmpeg -f dshow -show_video_device_dialog true -i video=%cam%Diese Infos kommen von https://github.com/jpalbert/webcam-settings-dialog-windows
Troubleshooting
In Visicut ist kein Kamerabild sichtbar
Die Kameravorschau zeigt kein Bild? Dann den Laserdeckel nach oben klappen, damit die Kamera alle Marker erkennen kann. Sobald alle vier Marker erkannt werden, wird das entzerrte Bild erzeugt und in Visicut angezeigt. Andernfalls kann kein Snapshot erzeugt werden. Ob das Bild verfügbar ist, kann über das Webinterface http://192.168.178.90:8080 geprüft werden.
Historie / Changelog
Eine Übersicht über Modifikationen und wichtige Infos zum Laser/Peripherie
- 19.06.2025
- Anpassung
Laser TickleSetting von Wert 1 (Tickle 45s lang nach Power-On) auf 2 (Ticke im Idle-Mode)
- Anpassung
- 12.06.2025
- Montage Deckelkamera + VisiCam Setup-Finalisierung
- 05.05.2025
- Refine Filter + Gehäuse beschafft
- 02.05.2025
- Anlieferung Absauganlage
- 25.04.2025
- Setup Laptop + Treiber + Software (Visicut) + FabAccess
- 22.04.2025
- Teichpumpe angeschlossen
- 20.04.2025
- Anfertigung Fokus-Taster
- Git Projekt auf Codeberg repliziert
- 04.01.2025
- Fertigstellung der groben Reparatur am
- Fertigstellung der groben Reparatur am
- 02.10.2024
- Erster Betriebstest (Y-Achse und Z-Achse i.O., Laserquelle wird erkannt, System bootet; Firmware: 1.0.0.8)
- 11.09.2024
- Targets gelasert
- 07.09.2024
- Wiederaufbau diverser Komponenten
- 01.09.2024
- Kalkulation für Reparatur aufgestellt
- 31.08.2024
- noch eine Große Putzaktionen
- 29.08.2024
- Große Putzaktionen
-
19.06.2024
-
Erstes Repair-Treffen
-
Zing 16 vollständig zerlegt und als Ersatzteilspender genutzt
-
Laser Grundkurs
Diese Seite ist in aktiver Entstehungsphase!
Ziel des Kurses
- Rantasten und Eingewöhnen in das System. Der Kurs wird nicht ausreichen, um eigenständiges Lasern gleich von Anfang an zu ermöglichen, weil es zu viele Dinge zu beachten gibt, um gewissenhaft damit umzugehen. Übung im Zusammenspiel der Software, Hardware, Materialien und Ideen sind notwendig, um die entsprechende Erfahrung anzueignen.
Übersicht verschaffen
- Übersicht der Hardwarekomponenten von außen (Absaugung, Refine-Filter, Laser, Teichpumpe, Laptop, Kamera)
- Blick ins innere des Lasers und Historie des Lasers
- Wie kommt der Laserstrahl aufs Bauteil? Durch welche Spiegel und Linsen geht er?
- Übersicht über wichtige Standardkennwerte
- Leistung
- Stromverbrauch
- Abmessungen
- Umgang mit Rohmaterial und Restmaterial
- Übersicht über laufende Betriebskosten und Grundkosten der Gerätschaften
Laserschneiden und Gravieren
- Werkstück vorbereiten
- Maserung/Faserverlauf beachten
- Schüsselung beachten
- Formatieren - Maße und und Tipps für's Zuschneiden (dünne Materialien mit Schneidmatte und Cuttermesser, dickere oder festere auf Kreissäge) - Kunststoffe sägen in der Holzwerkstatt ist prinzipiell unerwünscht
- Masking Tape, Folien, Rückstände - wie ist damit umzugehen?
- Fixieren/Aufspannen und maximale Höhe
- Handling mit Epilog Software Suite, VisiCut, VisiCam und Inkscape
- Anforderungen an eine saubere, laserfähige Vektorgrafik
- Samples lasern (auf Basis wichtiger Standardwerkstoffe wie Sperrholz, MDF, Papier, Acryl, ...)
- Ausprobieren!
- Reinigen des Systems - vor der Arbeit ist nach der Arbeit
- Optiken reinigen
- Bett entleeren
- Vektorgitter reinigen
- Allgemeinreinigung des Lasers
- Filterwechsel Refine-Filter
- Filterwechsel Absauganlage
- digitales Reinigen: Löschen unbenötigter Dateien
Fragen und Antworten (FAQs)
Wie gehe ich mit Material um, was nicht in der Materialliste steht?
Wie gehe ich mit Material um, was nicht in der Materialliste steht?
Wenn das Material nicht in der Liste steht, wurde es entweder noch nicht getestet bzw. eingetragen oder es ist nicht kompatibel und gefährlich zu lasern. Unbekannte Materialien bedürfen einer Recherche, was sie bei Verbrennung an flüchtigen Gasen (VOCs), Rauch, Säuredämpfe und pulverigen oder schlierigen Rückständen auf den bearbeiteten Werkstücken erzeugen. Denn es können krebserregende oder ätzende Substanzen freigesetzt werden, die für Lunge, Haut und Augen gefährlich sind. Außerdem können Allergien ausgelöst werden. Teilweise werden auch korrosive Gase erzeugt, die die Optiken und Mechaniken im Laser stark zusetzen oder zerstören.
Do's und Dont's
-
Werkstoffe und geeignete Parameter in die Werkstoffübersicht eintragen oder um Eintragung bitten.
-
Die Deckelkamera wird nur von VisiCam mit VisiCut unterstützt. Die Epilog Suite supported es leider nicht.
-
Keine Werkstücke einspannen, die stark schüsseln. Selbst unter guter Fixerung lösen und schälen sie sich bei Bearbeitung zu oft und sind Kollisionsgefahr.
-
Kein Lasern ohne Vorbereitung: Werkstück ordentlich fixiert? Fokus gesetzt? Nullpunkt beachtet?
-
lange abwesend sein, während der Laser lasert - akute Brandgefahr!
-
Keine Werkstücke bearbeiten, deren genaue Zusammensetzung unbekannt ist (siehe Materialtabelle für kompatible Werkstoffe)
-
Nicht ungefragt und ohne Kenntnis an der Maschine rumschrauben (sensible Justage von Riemen und Optiken)
-
Überbrücken der Frontklappe bei übergroßen Bauteilen ist unerwünscht
-
Nach dem Laservorgang das System 5-10 Minuten runterkühlen lassen. Das System läuft im Betrieb ganz normal warm. Ein sofortiger Shutdown bekommt den Baugruppen der Laserquelle dauerhaft nicht gut, weil die Wärme dann nicht durch das Kühlsystem abtransportiert wird. Die Lüfter werden hörbar nach und nach wieder leiser!
Übersicht Kurstermine
- Crashkurs Lasercutter #3 - 06.09.2025 von 15:00 bis 17:00 Uhr
-
Crashkurs Lasercutter #2 - 02.08.2025 von 15:00 bis 17:00 Uhr
- Crashkurs Lasercutter #1 - 11.07.2025 von 18:00 bis 20:00 Uhr
Was tun im Brandfall? In dieser Reihenfolge:
- Laserjob sofort stoppen, falls möglich
- Absaugung auf maximal drehen - dies bekämpft die Ausbreitung von Rauch und erleichtert das Handling
- Laser und Teichpumpe abschalten (nicht aber die Absaugung) - die Teichpumpe fördert die Verbrennung durch Sauerstoffzublasung. Das wollen wir im Branfall unterbinden
- je nach Material
- Wenn die Flamme nicht von alleine erlischt: Feuerlöscher suchen, Laserdeckel öffnen und löschen
- Falls Brandobjekt von alleine erlischt, Laserdeckel geschlossen lassen und abwarten
- falls in kurzer Zeit keine Kontrolle über Brand herstellbar ist: Brandmeldetaste betätigen
Visicut
Visicut 2.1
Seit 13.08.2025 arbeiten wir mit Version 2.1 (siehe Systemübersicht).
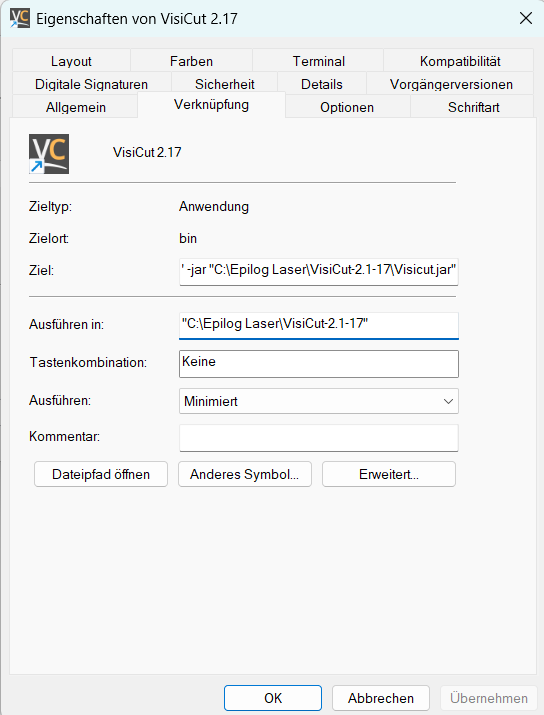
Programmstart
Wer mit dieser Version 2.1 arbeiten will, kann den Shortcut in der Taskleiste nutzen oder folgenden Befehl ausführen:
"C:\Program Files\Java\jdk-24\bin\java.exe" -jar "C:\Epilog Laser\VisiCut-2.1-17\Visicut.jar"Konfiguration Verknüpfung in der Taskleiste:
Laserjob abschicken
Hinweis: Nach Start von Visicut wird u.U. der erste Laserjob, der an den Laser gesendet wird, vom System verschluckt oder mit Fehlermeldung abgebrochen. Der Grund ist unbekannt. Ein weiteres Mal abschicken löst das Problem in der Regel von selbst!
Projektbeispiele
Weihnachtliche Schaufenstergestaltung von Stefan Meyer
Der Anfang
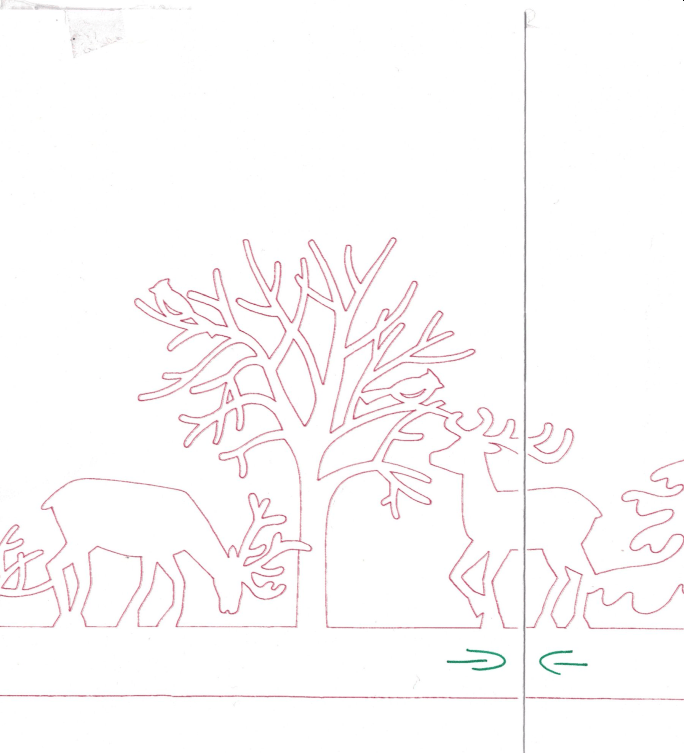
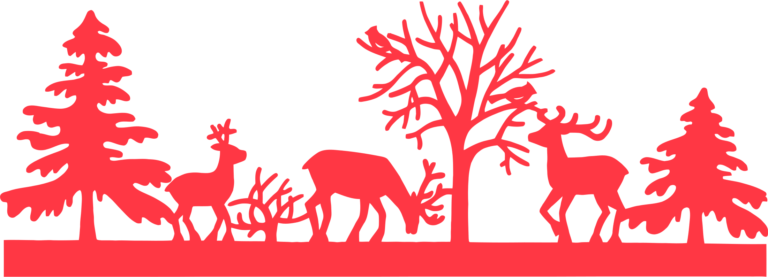
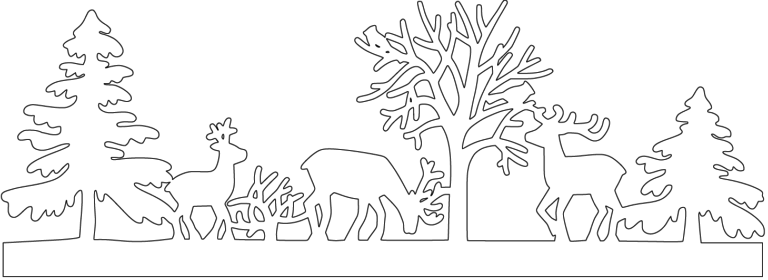
Seitens der Fachpraxis für Ergotherapie & Logopädie Jaqueline Kroll, kam die Idee eine Schaufensterdekoration mit winterlichen Motiven zu gestalten. Die erste Idee war, diese Motive mit der Schere auszuschneiten, dann zu laminieren und das aufzustellen. Aus dieser Idee machte ich, nach Rücksprache, ein Projekt für das FabLab Chemnitz. Das winterliche Motiv erhielt ich von der Fachpraxis für Ergotherapie & Logopädie.
Bildbearbeitung: von analog nach digital, von Rastergrafik zur Vektorgrafik
Das Motiv war eine Skizze auf Papier, welche zunächst so aufbereitet werden musste, um dieses lasern zu können. Als erstes wurde das Bild hochauflösend eingescannt (600 DPI) und Flecken und überflüssige Granulierungen und Markierungen mit der kostenfreien Software PhotoScape entfernt. Außerdem wurden einige Lücken geschlossen, um nach dem Lasern möglichst wenig Nacharbeitungsaufwand zu haben, denn nur geschlossene Kurvenzüge können auch aus einer Rohplatte gelöst werden. Nach der groben Aufbereitung wurde das Bild mit InkScape revektorisiert und nochmals nacharbeitet. Dabei wurden einige Kanten geglättet und gerade gerückt, sowie das Höhenniveau links- und rechtsseitig angeglichen. Das Ergebnis ist eine PDF-Datei, die via Adobe PDF Reader direkt in den Dashboard-Treiber des Epilog Lasers eingespeist werden kann.
|
|
|
|
| Ausschnitt des Scan-Ergebnisses | Vektorisierte und bearbeitete Datei | Laserfertige PDF |
Nun wird’s holzig
Nach der aufwendigen Umwandlung in eine Vector-Datei wurde dieses Motiv mit unserem Zing Laser von Epilog weiterbearbeitet. Dafür wurde Meranti-Sperrholz in 5 mm dicker Ausführung verwendet. Hierbei mussten zunächst passende Segmente auf der Tischkreissäge gesägt werden, denn der Laser fasst maximal 610 x 305 mm große Platten. Die Motivgröße beträgt 58 cmm in der Breite und 21 cm in der Höhe. Entsprechend wurden die Platten auf ca. 60 x 25 cm geschnitten, um noch einen Puffer zu haben, jedoch möglichst wenig Grundmaterial zu vergeuden.
Nach- und Weiterbearbeitung
Es wurden insgesamt zwölf Stück dieses Motivs benötigt. Es sollten sechs einzelne Teile, jeweils zwei Motive hintereinander (Stereo Effekt), gefertigt werden. Eine Beleuchtung war auch gefordert. Als Farbe der fertigen Deko war weiß gewünscht. Nach dem Lasern begann die Herstellung des Fußes und parallel dazu das Vorstreichen – auf Grund der vielen Ecken und Winkel des Motivs eine zeitaufwendige Arbeit. Bedingt durch den Laser sind die Schneidkanten sehr dunkel und die Farbe musste in mehreren Schichten aufgetragen werden, um jene Schnittkanten optisch auszubessern. Nach dem Grundanstrich erfolgte die Lackierung.
|
|
|
|
|
|
| Mit Grundanstrich | Ein Zwischenüberblick | Ohne Lack geht nix! | Vorbereiten der LED-Streifen | Die Elektrik |





Es werde Licht!
Die Beleuchtung befindet sich zwischen den beiden Motiven. Aus drei Metern LED-Band erfolgte der Zuschnitt für jedes Element. Jedes Element kann einzeln oder auch nebeneinander aufgestellt werden. Über einen Hohlstecker auf der einen Seite und einer DC Buchse auf der anderen Seite ist eine Verbindung der einzelnen Elemente untereinander problemlos möglich. Die Hohlbuchse wurde in einem Gehäuse, welches mit einem 3D Drucker hergestellt wurde, untergebracht. Die Motive sind als eine Einheit miteinander verschraubt und diese wiederrum ist dem Fuß verschraubt.
Das Ergebnis und Übersicht über die Kosten
Das Projekt wurde der Fachpraxis für Ergotherapie & Logopädie Jacqueline Groll am 22.12.2017 übergeben.
Die Kosten und Materialaufstellung ist wie folgt dokumentiert:
Die Kosten für das Lasern betrugen 225,00 €
Die Kosten für das weitere Zubehör:
- 10 Stück 8mm 2Pin LED PCB 3528 Schnellverbinder Adapter Stecker 4,99 €
- 10 Stück Hohlstecker, 2,1 x 5,5 mm, flach mit Knickschutz 3,88 €
- 10 Stück DC-Buchse DCE6A 2,72 €
- 3 Stück Glattkantbrett Fichte
- 10 Stück Abdeckleiste FI/KI 21,30 €
- 1 Stück Netzteil salcar 14,99 €
- 3 m Osram LED Band Power Flex 9,00 €
Gesamt: 56,88 €
Damit ergibt sich ein Gesamtpreis von 281,88 €, pro Element 46,98 €. Dabei wurde keine Arbeitszeit berechnet.
Lasergravieren und Ätzen von Leiterplatten
Ein getesteter Weg von der Grafik bis zur fertigen Single Layer Platine
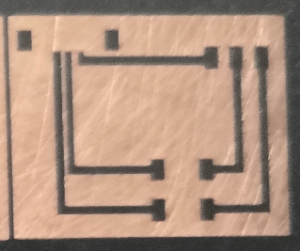
1. Grafik entwerfen
→ Inkscape (dirty way, um eine Schaltung zu zeichnen) - besser wäre KiCAD
→ Stegbreite essentiell: zu dünne Linien werden später nicht graviert und teilweise zu stark weggeätzt. Kritische Minimalbreite ca. 0,5 mm!
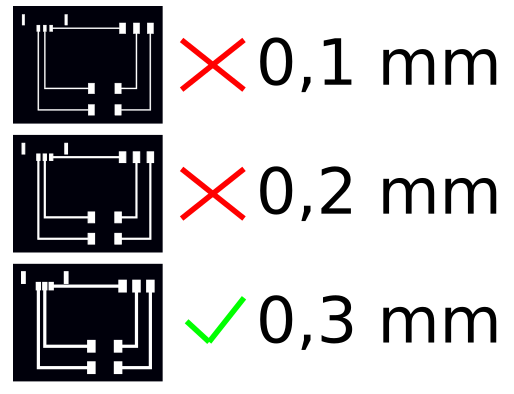
| Stegbreite | 0,1 mm | 0,2 mm | 0,3 mm |
|
Ergebnis |
|
|
|
|
Stegbreite |
0,35 mm |
0,45 mm |
0,50 mm |
|
Ergebnis |
|
|
in diesem Beispiel gab es leider bereits Überstreichungen in der Gravur, da die Abstände zu gering ausfielen |
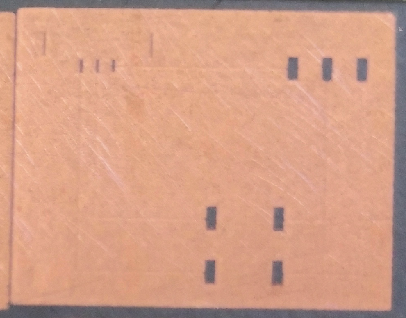
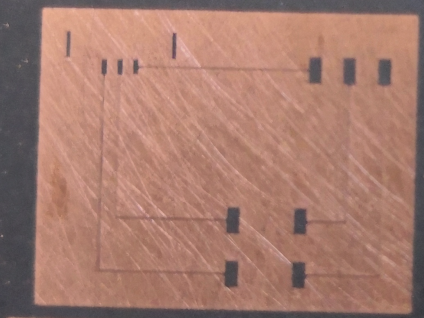
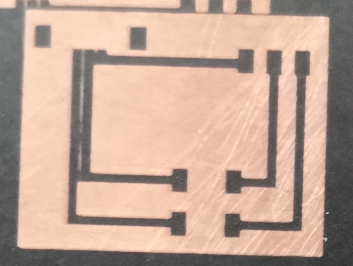
Für dieses Beispiel war eine Stegbreite größer 0,35 mm nicht möglich, da sich die Pads sonst gegenseitig berührt und kurzgeschlossen hätten
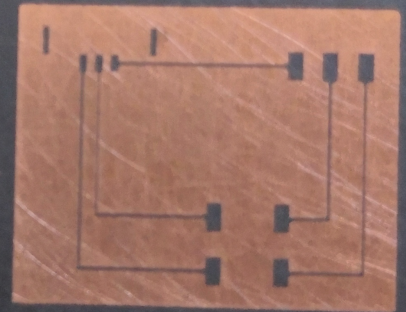
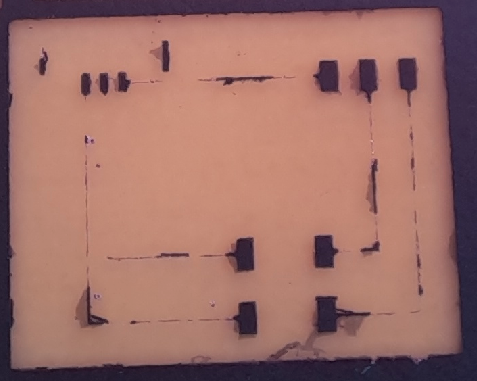
Ein fehlgeschlagenes Ätzbeispiel:
2. Platine vorbereiten
- Die kupferbeschichtete Seite mit einem P120 Schleifpapier leicht und gleichmäßig schmirgeln
- mit schwarzer Lackfarbe leicht und gleichmäßig ansprühen, bis eine schwarze Deckschicht auf der Kupferseite entsteht → trocknen lassen!
3. Gravieren
Mit dem Lasercutter bei wenig Leistung und hoher Auflösung gravieren. Genutzte Parameter:
- 1200 DPI
- 5% Leistung (bei 60 Watt CO² Laserröhre)
- maximale Präzision (mit Achssynchronisierung)
- kein Dithering (wie Floyd Steinberg)
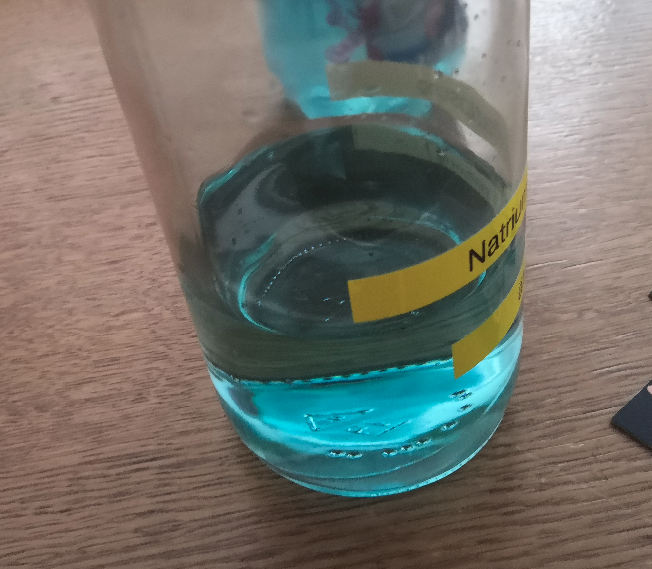
4. Ätzen
- Natriumpersulfatsäurelösung ansetzen - Vorsicht: ätzend und giftig. Mit entsprechenden Schutzvorkehrungen benutzen
- gravierte Platine ins Ätzbad einlegen und ca. 15 Minuten wirken lassen. Das Kupfer löst sich nun langsam auf. Der Vorgang sollte zwischen 40°C und 50°C temperiert werden. Heißer sollte es nicht sein, da die Säure sonst nicht mehr wirkt
- danach die Platine aus dem Bad nehmen und abwaschen


Die im Beispiel dargestellte Platine hatte leider zu dünne Stege
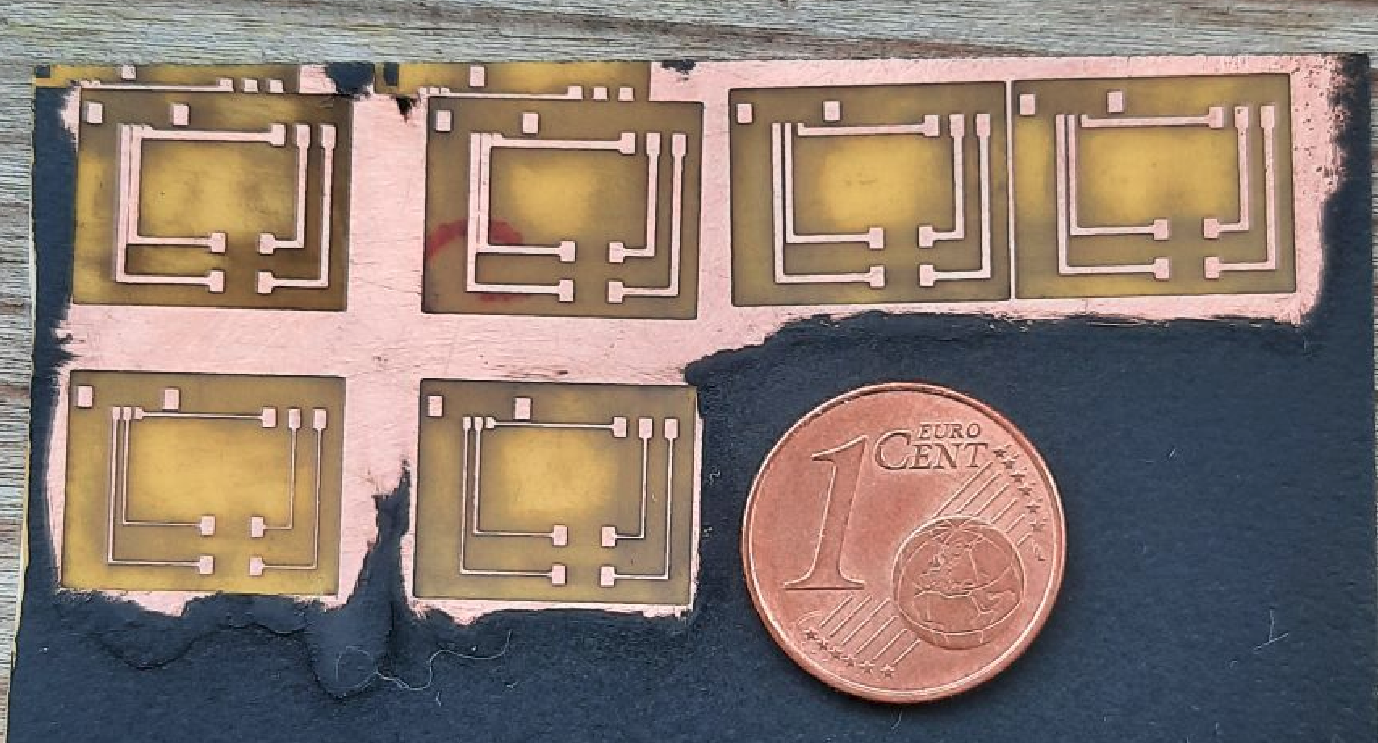
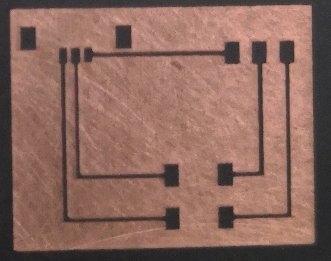
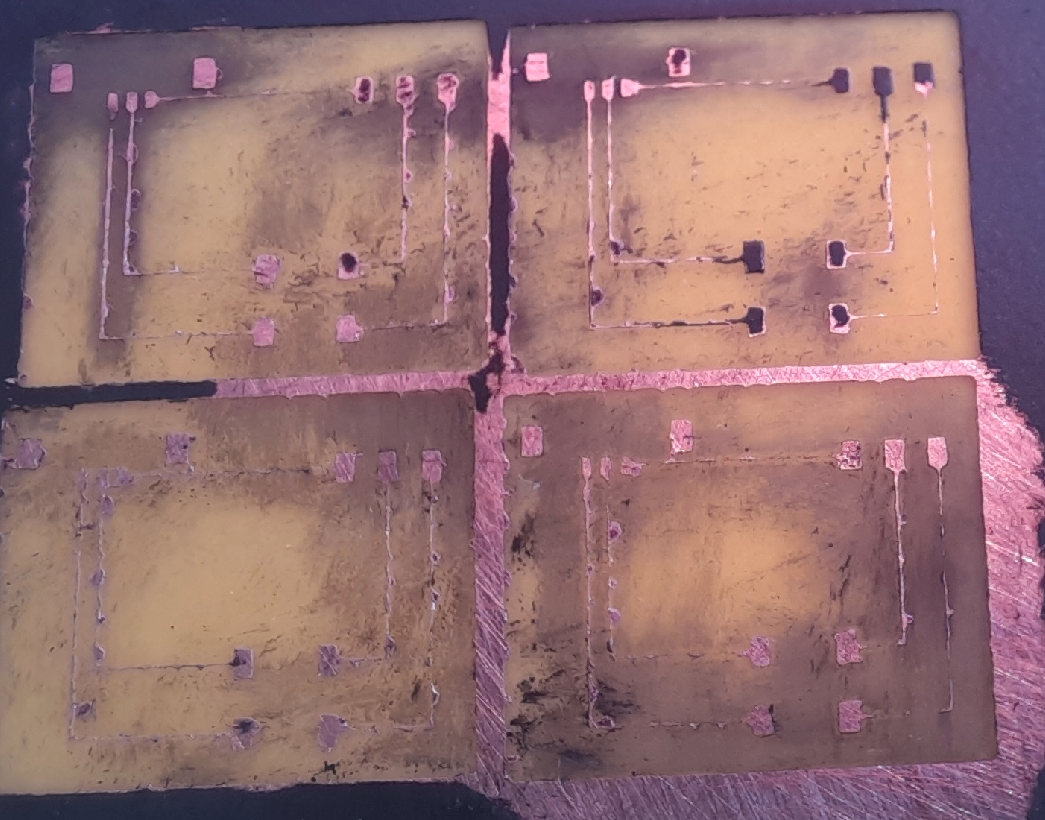
Nach einem weiteren Versuch die gelungenen Beispiele mit etwas dickeren Stegen (eine Woche später) - die Säure hat sich derweile blau gefärbt
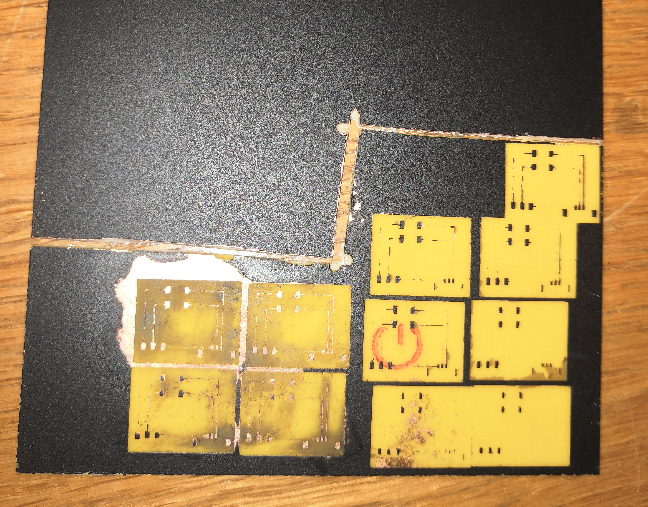
Die Säure hat (scheinbar) keinen Einfluss auf die Lackfarbe (fragt sich wie lange) - der obere Teil war nicht in Säure, der untere schon
5. Reinigen
Die überschüssige Lackfarbe von den übriggebliebenen und gewünschten Kupferbahnen mit Aceton ablösen. Das geht im Acetonbad oder mit einem Wattestäbchen
6. Sägen
Zurechtsägen der Platine aus dem Rohteil
7. Bestücken
Diverse Laserbeispiele, die enstanden sind
Computertruhe Spendenbox für die Interfug 2025

- Quelle: https://3axis.co/laser-cut-piggy-bank-like-pirate-chest-3mm-svg-file/d1lvnvxo
- Angepasste Datei: ComputertruheBox.svg
Begrifflichkeiten / Materialkunde
Materialkunde
- Leder (leather): durch Gerbung chemisch haltbar gemachte Tierhaut - auch als Echtleder bekannt
- Echtleder (real leather)
- Kunstleder (synthetic leather, pleather): (ein Echtlederimitat mit ähnlicher oder gleicher Optik; Verbund aus einem textilen Grundträger und einer Kunststoffdeckschicht)
- Faser (fibre): feines, dünnes fadenähnliches Gebilde, das aus einem pflanzlichen oder tierischen Rohstoff besteht oder synthetisch erzeugt ist und als Ausgangsmaterial für Garne und Gewebe dient
- Naturfaser (natural fibre): Fasern, die von natürlichen Quellen wie Pflanzen, Tieren oder Mineralien stammen und sich ohne weitere chemische Umwandlungsreaktionen direkt einsetzen lassen. Naturfasern können organischen (pflanzlich oder tierisch) oder anorganischen Ursprungs (mineralisch) sein
- Synthesefaser (synthetic fibre): als Synthesefasern, Kunstfasern oder Chemiefasern werden alle Fasern bezeichnet, die künstlich, nach chemisch-technischen Verfahren aus natürlichen oder synthetischen Polymeren sowie aus anorganischen Stoffen überwiegend in Form von Filamenten hergestellt und zu Filamentgarnen weiterverarbeitet oder zu Spinnfasern (Stapelfasern) durch Schneiden oder Reißen verarbeitet und anschließend durch Sekundärspinnverfahren zu Garnen versponnen oder z. B. durch Vliesstoff-Herstellungsverfahren direkt zu textilen Flächengebilden verarbeitet werden.
- Stoff (fabric, cloth): aus Textilfasern gewebtes, gewirktes, gestricktes, in Bahnen gerolltes Erzeugnis
- Vlies (fleece): Bezeichnung für einen Veloursstoff (flauschiger Stoff), der meist aus Polyester hergestellt wird
- Filz (felt): textiles Flächengebilde aus einem ungeordneten, nur schwer zu trennenden Fasergut
- Gewebe (textile): textiles Flächengebilde, das aus mindestens zwei Fadensystemen besteht, auch als "Textil" bekannt
- Wolle (wool): spinnfähige Haare von Tieren oder spinnfähige Pflanzenfasern
- Papier (paper): flächiger, im Wesentlichen aus Fasern meist pflanzlicher Herkunft bestehender Werkstoff, der durch Entwässerung einer Faserstoffaufschwemmung auf einem Sieb gebildet wird. Dabei entsteht ein Faserfilz, der anschließend verdichtet und getrocknet wird; flächenbezogene Masse ≤ 225 g/m²
- Pappe (paper): Oberbegriff für Vollpappe und Wellpappe
- Vollpappe (solid cardboard): im Wesentlichen aus Fasern pflanzlicher Herkunft bestehender, massiver Werkstoff, einlagig und gegautscht, auch zusammengeklebt, beklebt, imprägniert oder beschichtet als Maschinenpappe oder Wickelpappe hergestellt, dessen flächenbezogene Masse im Regelfall oberhalb derjenigen für Karton liegt
- Wellpappe (corrugated cardboard): Pappe aus einer oder mehrerer Lagen eines gewellten Papiers, das auf eine Lage oder zwischen mehreren Lagen eines anderen Papiers oder Pappe geklebt ist
- Karton (cardboard): in der Regel mehrlagig, besteht also aus mehreren Lagen von Papier unterschiedlicher Dicke und teilweise aus unterschiedlichem Material, die ohne Einsatz von Klebstoff miteinander verpresst (vergautscht) werden. Eine Seite kann – insbesondere beim Faltschachtelkarton – dabei gestrichen sein. Auch verklebte Kartons werden hergestellt. Grammatur zwischen 150 und 600 g/m² (überstreicht Bereich der Papiere und Pappen)
- Hartpapier: ein Faserverbundwerkstoff aus Papier und einem Phenol-Formaldehyd-Kunstharz (Phenoplast). Vorwiegend verwendet in Form von Leiterplatten. Bekannte Produkte sind Bakelite und Pertinax.
- Holz (wood): hartes Gewebe der Sprossachsen (Stamm, Äste und Zweige) von Bäumen und Sträuchern. Besteht durchschnittlich und wesentlich aus Zellulose (40-50 %, Zellwandsubstanz), Hemizellulose (20-25 %) und Lignin (20-30 %)
- Harz (resin)
- Naturharz (natural resin): Gemische von festen, amorphen, nichtflüchtigen, lipophilen Pflanzenprodukten. Sie treten nach natürlichen oder künstlichen Verletzungen als zähflüssige Masse aus bestimmten Pflanzen, überwiegend Bäumen, aus.
- Kunstharz (synthetic resin): industriell hergestellte, viskose Substanzen, die sich durch Aushärten in starre Polymere umwandeln
- Furnier (veneer): 0,5 bis 8 mm dicke Blätter aus Holz, die durch verschiedene Säge- und Schneideverfahren vom Stamm abgetrennt werden
- Laminat (laminate): Fußbodenbelag, der durch schichtweisen Aufbau aus hauptsächlich einer Holzfaserplatte, Papier und Melamin-Klebstoff besteht
- Wachs (wax): Gemisch verschiedener Kohlenwasserstoffe, die bei über etwa 40 °C schmelzen und eine Flüssigkeit niedriger Viskosität bilden
- Kunststoff (plastic): besondere Materialien, die es in der Natur nicht gibt. Der Mensch hat sie künstlich hergestellt. Synonym bzw. umgangssprachlich häufig gebrauchter Begriff: Plastik
- Kautschuk ( rubber)
- Naturkautschuk (natural rubber): gummiartiger Stoff im Milchsaft (Latex) vieler verschiedener Kautschukpflanzen
-
Synthesekautschuk (synthetic rubber): elastische Polymere, aus denen Gummi hergestellt wird und die auf der Basis petrochemischer Rohstoffe hergestellt werden
- Naturkautschuk (natural rubber): gummiartiger Stoff im Milchsaft (Latex) vieler verschiedener Kautschukpflanzen
- Latex (latex): Kautschuklösung bzw. milchige Flüssigkeit bzw. flüssiges Sekret von Pflanzenkörpern, auch als Milchsaft bekannt; Name rührt vom milchig-trüben Aussehen her
- Naturlatex (natural latex): milchige Flüssigkeit aus Naturkautschuk
- Syntheselatex (synthetic latex): milchige Flüssigkeit aus aus Synthese-Kauttschuk, z.B. Chloropren (Neopren)
- Gummi (gum): durch Vulkanisation aus natürlichem oder synthetischem Kautschuk hergestelltes Produkt von hoher Elastizität
- Schaum (foam): aus einer Vielzahl von aneinanderhaftenden Bläschen bestehende, lockere Masse (die sich auf bzw. aus Flüssigkeiten bildet)
- Klebeband (tape): Sammelbezeichnung für ein- oder beidseitig mit Haftklebstoffen beschichtete, streifenförmige Trägermaterialien, z. B. aus Kunststofffolien bzw. -schäumen, Papier, Metallfolien oder Textilgewebe
- Folie (foil): aus Metall oder Kunststoff in Bahnen hergestelltes, sehr dünnes Material. Es gibt z.B. Trägerfolien, Klebefolien, magnetische Folien, Vakuumierfolien, etc.
- Platte (plate): flaches, überall gleich dickes, auf zwei gegenüberliegenden Seiten von je einer im Verhältnis zur Dicke sehr ausgedehnten ebenen Fläche begrenztes Stück eines harten Materials (z. B. Holz, Metall, Stein)
- Paneel (panel): im ursprünglichen Sinn eine Holztafel bzw. eine furnierte Platte für Wand- und Deckenverkleidungen. Im allgemeineren Sinn werden heute viele großflächige Verkleidungsplatten als Paneele bezeichnet, auch solche aus nicht-hölzernen Werkstoffen wie etwa Hart-PVC oder beschichtetem Stahlblech.
- Blech (sheet metal): ist ein Walzwerkserzeugnis aus Metall, das als Tafel ausgeliefert wird und dessen Breite und Länge sehr viel größer als seine Dicke sind
- Glas (glass): ein anorganisches Schmelzprodukt, das im Wesentlichen ohne Kristallisation erstarrt, also ein Feststoff, der so schnell abgekühlt wurde, dass er nicht kristallisieren konnte
- Verbundwerkstoff (composite): auch als Komposit bezeichnet; Werkstoff aus zwei oder mehr verbundenen Materialien, der andere Werkstoffeigenschaften besitzt als seine einzelnen Komponenten
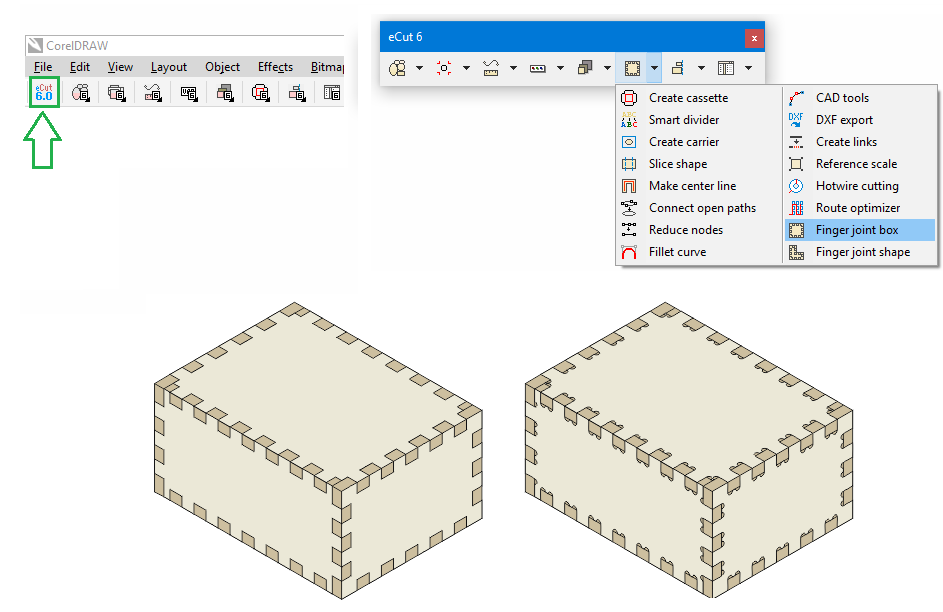
Tabbed / "finger-jointed" Box Generators
Synonyme: Boxen mit Fingerzinken, finger joint boxes, tabbed boxes
CorelDraw eCut Plugin
http://eng.e-cut.ru/index.php?view=function&functionid=53
Inkscape Plugins
Web Services
- Makercase - basic boxes only
- ConnectionLab - basic boxes only
- MakeABox.io - basic boxes only
- Jerome Leary's box generator - a fairly well-featured box generator that includes some interesting options, including a frame, box dividers (one direction only), and truss style supports for lightweight boxes.
- Festi Boxes.py web interface - a web interface for the Boxes.py library below. Lots of different parameterised box types available (thanks @ffesti for the tip!)
- Joinery - (Instructable here) is a very cool looking online tool for taking regular un-jointed SVG designs and applying joints of all kinds to edges - not just straight edges or box panels, and not just finger joints: it can also make suitable joints for laser cut fabric, cardboard and paper! NOTE: This tool is designed for adding joints to existing non-jointed plans and shapes, not for building plans from scratch.
- frag-den-spatz.de (Frag den Spatz Box Generators)
Scripting languages (for the more adventurous)
- Box-O-Tron, a T-Slot box script for Python
- Parametric box modeller for OpenSCAD
- Festi Boxes.py, an amazing set of scripts that allows you to do some very advanced parametric designs for both basic boxes right through to virtually ready-to-use products, including:
- Boxes in various shapes and with various lids
- Boxes using flex cuts with rounded corners and living hinges
- Type trays with and without outer walls and floors
- Book covers with flex spine
- Magazine files, and more...
- laserjumpstart.com (CorelDraw Plugins)
- https://github.com/bmsleight/lasercut
- https://tjltjl.github.io/plycutter
Regular Box generators (no tabs)
- https://www.templatemaker.nl - contains cool stuff like cardbox and tray insert

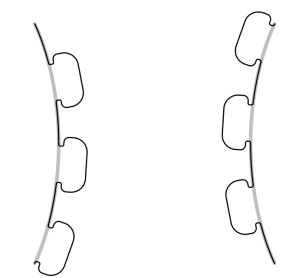
Joinery - Laschen, Ösen, Nasen, Stege in 2D-Modelle einarbeiten
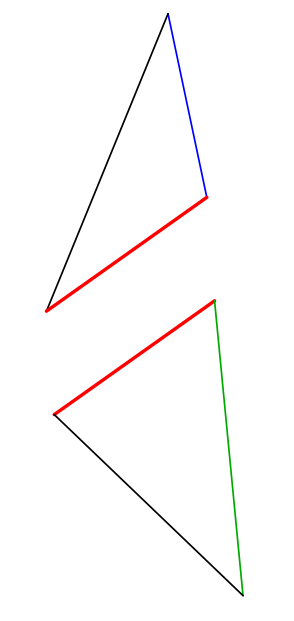
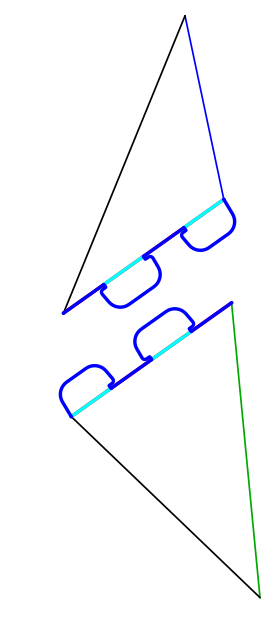
Joinery befasst sich mit der Aufgabe der Konstruktion und Erzeugung von Verbindungen für aus ebenen Teilen gefertigten Baugruppen (z.B. durch Ausschneiden mit dem Wasserstrahlschneider, Laserschneider, Plasmaschneider). Es dient als ein Werkzeug der besseren Evaluation und Vorbereitung bzw. Nachbereitung von Prototypen und Serienmodellen, welche im Design-Prozess insbesondere bei Nutzung von Steckverbindungen in der Regel fehleranfällig sind, z.B. durch ungünstige Toleranzen, Kollisionsfehler, Lücken und unsauberen Überlappungen.
Es heißt joinery, weil es sogenannte "joints" erzeugt. Das können Klicknasen, Laschen, Ösen, Fingerchen und andere Element sein, die einander greifen bzw. ineinander einhaken. Für eine allgemeine Übersicht über solche Werkzeuge siehe Tabbed / "finger-jointed" Box Generators
Joinery nimmt dabei ein zweidimensionales Muster (als SVG-Datei) und erstellt Verbindungen aus Kantenpaaren, die in der Input-SVG Datei durch entsprechende Farbzuweisungen erstellt werden. Dieses zweidimensionale Muster könnte eine digitale Zeichnung aus InkScape, CorelDraw oder Adobe Illustrator. Es kann sich auch um Abwicklungen vn 3D-Modellen handeln, z.B. aus Pepakura oder AutoDesk 123D Make.
Die von Joinery erzeugten Verbindungen sind auf der Grundlage einer Reihe von Parametern anpassbar. Sie können als Reaktion auf Fertigungs- oder Konstruktionsänderungen effizient modifiziert und aktualisiert werden. Das verringert den erforderlichen Aufwand, um jede Verbindung manuell zu bearbeiten, um z. B. eine bessere Passform zu erreichen.
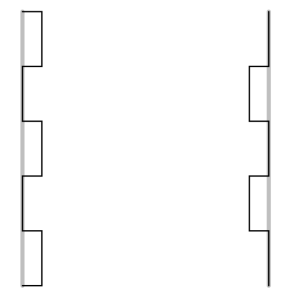
| Vorher | Nachher |
|
|
|
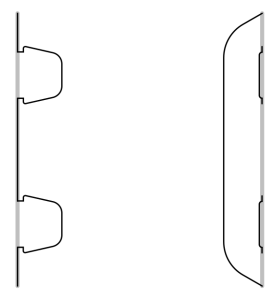
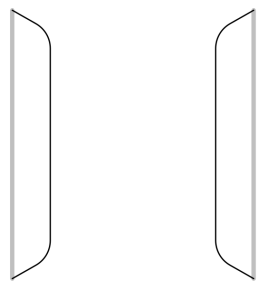
Verbindungstypen
| Schleifeneinsatz, überlappend (loop insert (overlap)) | Schleifeneinsatz (loop insert) | Schleifeneinsatz, flächig (loop insert (surface)) |
|---|---|---|
|
|
|
|
| Saum (hem) |
ineinandergreifend (interlocking) |
Keilzinkenverbindung (finger joint) |
|
|
|
|
| Register (tab insert) | Lasche (flap) | |
|
|
|
Weitere Infos
- https://www.instructables.com/Joinery-Joints-for-Laser-Cut-Assemblies
- https://github.com/clementzheng/joinery
- https://clementzheng.github.io/joinery
Reststücken beim Schneiden - wegwerfen oder behalten?
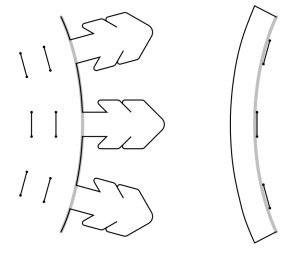
Beim Schneiden von Folien und Platten fällt in der Regel ziemlich viel Müll an - unabhängig vom Verfahren (z.B. Schneidverfahren wie Vinylschneiden, Laserschneiden oder Wasserstrahlschneiden). Sämtlicher Müll stört. Zur Vermeidung von Abfällen und der Reduktion von Kosten sollte viel regelmäßiger darüber nachgedacht werden, ob nach dem Schneiden die übriggebliebenen (angeschnittenen) Materialien noch Verwendung finden können und wenn ja, wie und wie man diese lagern und ggf. sortieren kann, um die Übersicht nicht zu verlieren. Manche Materialien sind indes sehr teuer oder schwer zu bekommen und das Aufheben lohnt sich schon allein deshalb umso mehr. Um mit dem wertvollen Rest / dem potentiellen Müll besser zu arbeiten wäre es deshalb nicht wünschenswert, wenn wir ein unterstützendes Softwarewerkzeug hätten, um die Geometrie (Kontur) des übriggebliebenen Materials zu kennen und in den allgemeinen Verarbeitungsprozess mit einfließen zu lassen? Vielleicht sogar so, dass man vor dem Anreißen neuer Packungen immer automatisch zuerst nachsieht, was noch auf Lager an Altbeständen vorhanden ist. Stichwortgruppen für diesen Prozess sind zum Beispiel:
- waste minimization
- edge detection
- contour detection for nesting
- capture outline of flat plate

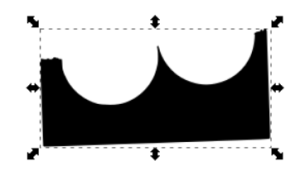
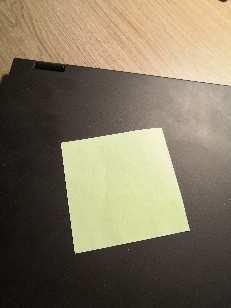
Links ein typisches Reststück vom Lasercutten, rechts das vektorisierte Reststück, welches für neue Herstellprozesse Verwendung finden könnte
Ideen zur Restmaterialorganisation - Vor dem Schneiden ist nach dem Schneiden?
Zum einen könnte bereits vor dem Schneiden ein Stück Software genutzt werden, welches die Geometrie extrahiert, die aus einem digital vorgeplanten Schneidjob (z.B. in InkScape oder Roland CutStudio) wirklich entsteht - das Negativ vom Bauteil sozusagen. In der Regel gibt es jedoch häufig mehr Verschnitt in der Praxis, da man die Teile nicht exakt in die Maschine einlegt (Folien im Schneidplotter können leicht schräg eingespannt werden, Platte im Laser liegt leicht verdreht) oder vor dem Zuschnitt noch kleine Schnittmustertests auf dem selbigen Materialstück macht. Deshalb gibt es nach dem Schneiden eine gewisse Abweichung zwischen dem theoretischen und dem reellen Schnitt, was uns dann nur bedingt etwas nützt. Aus diesen Gründen kann es besser sein (muss es aber nicht), wenn die Folien oder Platten nach dem Schneiden mit ihrer übriggebliebenen Geometrie erneut erfasst - im Istzustand sozusagen. Unter Umständen müssen die Reste vorher dabei noch in passende Einzelstücke zerlegt (zerbrochen, zerschnitten) werden. Scannen ist hier das Stichwort. Das könnte zum Beispiel mit einem herkömmlichen Flachbettscanner, einer Scanning App für Dokumente, einer normalen Kamera oder einem 3D-Scanner erfolgen. Beim Fotografieren oder Scannen entstehen jedoch häufig neue Probleme mit den Daten: verzerrte Geometrie, falsche Dimensionierung, Farbfehler, Detailverlust. Dadurch wird der Prozess der Resteverwertung regelmäßig aufwändig und unliebsam. Es wird demnach eine möglichst gut automatisierte Prozesskette benötigt, die von der Bildaufnahme über das Entzerren und Filtern saubere Konturen erzeugt, die idealerweise in eine Restmaterialbibliothek abgelegt und schnell wieder aufgerufen werden können. Diese Daten können dann großen Nutzen erzeugen, wenn man auf diese beispielsweise ein Nesting darauf machen möchte (siehe 2D Bauteilverschachtelung / Plating / Nesting / Bin Packing und 3D Bauteilverschachtelung / Plating / Nesting / Bin Packing). Die gescannten Platten könnten als SVF, PDF oder DXF mit realen Abmaßen gespeichert werden und physisch beschriftet oder bestickert werden.
Mögliche Prozessketten zur Lösung
Nach fast jedem Schneiden, Entnehmen und ggf. Entgittern eines Jobs bleibt Restmaterial zurück und die Entscheidung muss gefällt werden: wegwerfen oder behalten? Nur selten wurde so gut geplant, dass kein Restmaterial übrig bleibt - denn manchmal geht es auch garnicht anders. Das Restteil ist häufig ein einfarbiges Medium, z.B. eine Sperrholzplatte, eine Kunststofffolie, etc. Die folgenden Schritte geben eine prinzipielle Bearbeitungsreihenfolge wieder, wie man diese Konturen erfassen könnte. Eine einfache bzw. integrale Lösung für das Behandeln und Pflegen von Resteteilen wurde noch nicht gefunden.
Schritt 1 - Glätten / Fixieren des Restteils
Egal ob das Teil abfotografiert oder gescannt wird: je krummer es ist, desto schwieriger ist ein sauberes Erfassen der Geometrie, da die Wölbungen die Bemaßung verfälschen. Glattstreichen oder Fixieren mit Gewichten oder Tapes kann deshalb notwendig sein.
Schritt 2 - Erfassen
Mit einem Scanner oder einer Kamera kann das Teil fotografiert oder gescannt werden. Idealerweise erfolgt dies
- exakt lotrecht über dem Bauteil und
- das Bauteil liegt auf einer einfarbigen, matten Untergrundfläche auf und
- es ist gut ausgeleuchtet
Mögliche Tools sind dabei ...
- Dokumentenscanner App auf Smartphone (z.B. CamScanner), oder
- Kamera-App auf Smartphone (z.B. Edge Detection Camera Filter), oder
- 3D Scanner App auf Smartphone (z.B. Qlone), oder
- allgemeine Overhead-Kamera (idealerweise mit Optik ohne Fisheye Effekt oder mit geringster Verzerrung)
Wir erhalten hierbei einen (fehlerbehafteten) Datensatz. Um beim Erfassen eine hohe Qualität zu erreichen wird es notwendig sein Markierungen anzubringen, damit der Scan in das richtige Endmaß skaliert werden kann. Dazu kann das Teil z.B. auf eine große Schneidmatte oder einen Untergrund mit QR-Codes oder Schnittmarken in den Ecken gelegt werden.
Beispielscan mit Edge Detection Camera Filter (schlechtes Beispiel für die Geometrie, aber es zeigt den Effekt deutlich)
Schritt 3 - Verarbeiten
Nach dem Erfassen eines 2D-Datensatzes (in der Regel eine Rastergrafik, z.B. png oder jpg) oder 3D-Datensatzes (Punktwolke - sog. "mesh", z.B. STL oder OBJ Datei) geht es im Detail ganz unterschiedlich weiter. Im großen und ganzen jedoch müssen wir nach dem Ablichten die erzeugte Grafik oder Geometrie so aufbereiten, damit wir das wichtigste extrahieren können und "fuzzy" Dinge gezielt vermeiden. Wir wollen ja nur die eine saubere, geschlossene Kontur des Teiles, nicht aber etwaige störende Kanten aus der Umgebung. Ggf. könnten im übrigen auch mehrere Reststücke auf einmal erfasst werden. Außerdem sollen die Maße mit dem reellen Teil übereinstimmen. Deshalb sind hier übliche Transformationsschritte wie das Drehen und Skalieren notwendig. Für die korrekte Skalierung sind Markierungen, wie in Schritt 2 erwähnt, hilfreich.
Mit Hilfe von Inkscape könnten wir eine Rastergrafik importieren und über Erweiterungen wie Centerline Trace (seit Inkscape 1.0 ein integriertes Werkeug in "Bitmap nachzeichnen") oder Imagetracer.js eine Geometrieerkennung via Vektorisierung bewirken. Unter Umständen müssen die Lichtverhältnisse vorher angepasst werden und die Geometrie entzerrt werden (z.B. mit Transformationstools und Verzerrungsfilter in Gimp). Mit dem Tool Scale To Real lässt sich die Grafik auf die korrekte Größe skalieren. Die Kontur muss schlussendlich noch gesäubert werden. Das geht am besten durch Knotenreduktion (Simplification), Schließen der Konturen und Prüfen auf Selbstüberschneidungen (siehe Contour Scanner and Trimmer). Die Rotation kann optimiert werden mit Rotations - Minimum Bounding Box Area / Minimum Width / Find All Optimal.
Falls wir ein 3D-Modell gescannt haben, dann können wir einen einzelnen Slice (Schicht) vom Modell ziehen und erhalten ebenso einen 2D-Querschnitt. Auch dies ist mit InkScape möglich über Slic3r STL Input. Siehe auch Slice STL in SVG Ebenen.
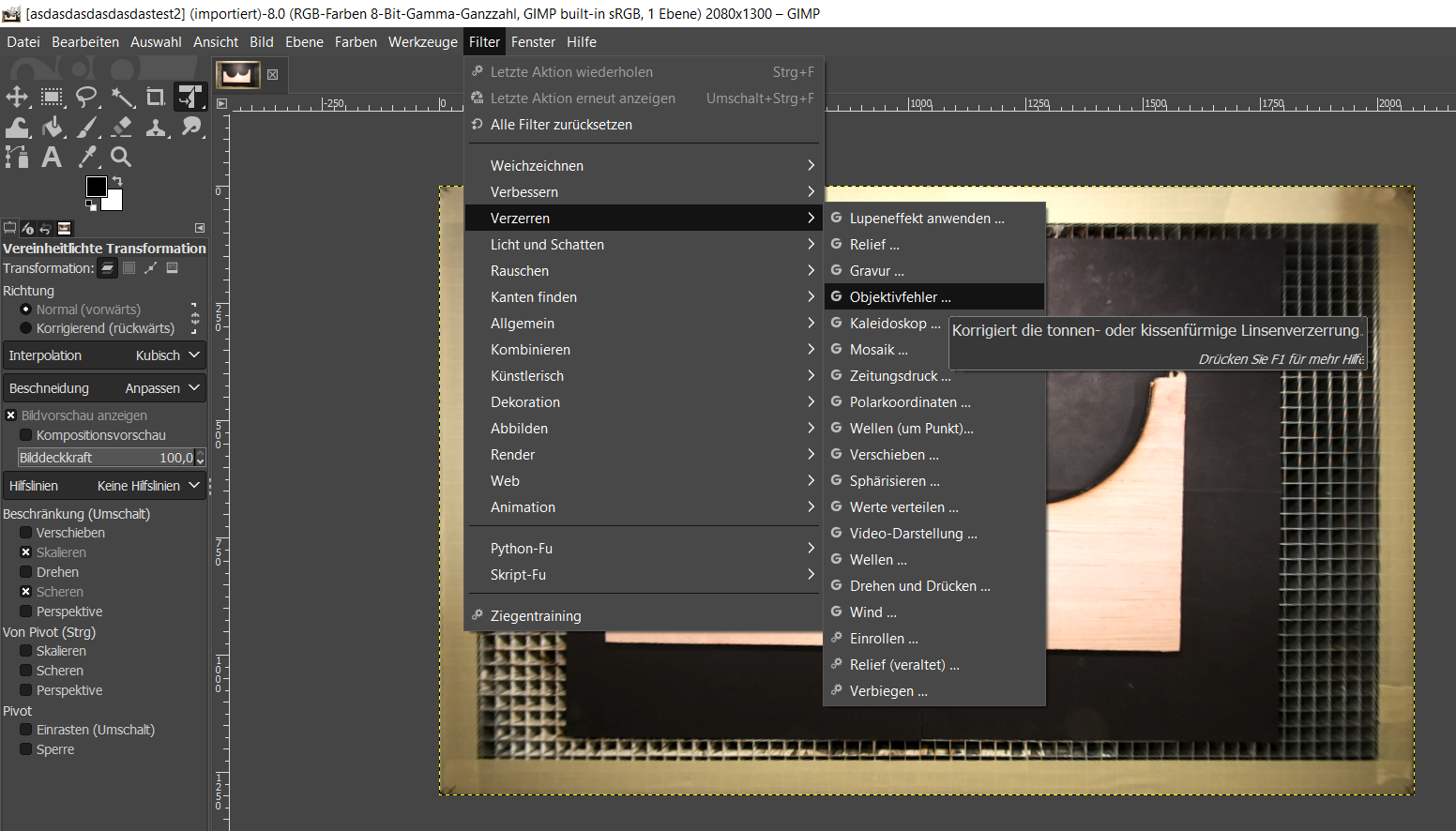
Entzerren mit Gimp
Schritt 4 - Archivieren
Die bereinigte und benannte/nummerierte Restteilgeometrie können wir in eine digitale Bibliothek (im einfachsten Fall ein Dateiordner) ablegen und mit Metadaten versehen (Nummer, Aufnahmedatum, Materialtyp, Lagerort, Bearbeiter, etc.).
Allgemeine Tipps und Tricks
Wie funktionieren Laser? Was kann man lasern und was nicht?
Allgemeines
Lasergeschnitten oder graviert werden kann so ziemlich alles. Allerdings muss dabei höllisch aufgepasst werden, ob man es mit brandgefährlichen oder explosionsgefährlichen Stoffen oder Kunststoffen zu tun hat, die bedrohliche oder lebensgefährliche Substanzen absondern. Zunächst wird beim Lasern unterschieden in Schneiden (englisch "cutting"), Gravieren (englisch "engraving" oder "etching") und dem allgemeineren Begriff des Markierens (insbesondere bei Metallen). Das Schneiden bezieht sich in der Regel auf Platten- oder Blatt- bzw. Folienmaterial konstanter Stärke.
Lasertypen und -leistung
Die Frage, was unter den Lasercutter kommen darf, ist eine komplexere. Es gibt unzählige verschiedene Systeme. Hauptsächlich Anwendung im Schneid- und Gravurbereich finden CO² Gaslaser, NdYAG-Laser, Faserlaser und Diodenlaser (häufig blaue Laser mit 405, 445 oder 450 nm). In kleineren Werkstätten und Betrieben sind wahrscheinlich am häufigsten CO² Laser mit 10600 nm Wellenlänge im Einsatz. Für winzige Anwendungen und Portables werden aber auch Diodenlaser immer beliebter, wobei diese meistens weniger Leistung haben als Gaslaser. Dies sind jedoch Fragen des Einsatzzweckes, der Kosten und des Geschmacks. Für das Schneiden weiher, dünner Werkstoffe oder oberflächliches Gravieren werden nur wenige Milliwatt bis Watt benötigt. Für das Schneiden von Metallen hingegen benötigt man häufig schon Laserquellen mit einigen tausend Watt. Neben der Systematik der Wellenlänge ist also auch die Energieausbeute eine entscheidende Frage. Für dünnes bis mittelstarkes Holz und Kunststoff wird in der Regel eine Leistung zwischen 20 und 200 Watt benötigt.
Im Übrigen werden die unterschiedlichen Laser(maschinen) nach Norm DIN EN 60825-1 "Sicherheit von Lasereinrichtungen" in unterschiedliche Laserklassen (1, 1M, 1C, 2, 2M, 3R, 3B, 4) eingeteilt. Diese beschreiben die Gefährlichkeit von Lasern. Denn Laserlicht kann innerhalb von wenigen (Milli)sekunden das Augenlicht für immer zerstören. Am sichersten sind Laser der Klasse 1. Gute Laserschneidsysteme haben professionelle Glasscheiben mit Wellenlängenfiltern verbaut. Diese filtern das gefährliche Licht und erlauben das Durchschauen beim Lasern ohne Schutzbrille. ![]() Bei manchen Laserjobs, wie zum Beispiel Gravuren mit hoher Leistung auf Materialien wie Glas, erzeugen trotzdem ein sehr sehr helles Licht. Bei längerem Blick können die Augen schmerzen. Das lange Hineinblicken ist nicht empfohlen und kann trotz Schutzglasklappe zu Augenschmerzen und Kopfschmerzen führen.
Bei manchen Laserjobs, wie zum Beispiel Gravuren mit hoher Leistung auf Materialien wie Glas, erzeugen trotzdem ein sehr sehr helles Licht. Bei längerem Blick können die Augen schmerzen. Das lange Hineinblicken ist nicht empfohlen und kann trotz Schutzglasklappe zu Augenschmerzen und Kopfschmerzen führen.
Wellenlänge, Wärmeenergie und Leistung im Fokus
Lasergeschnitten kann prinzipiell und technisch gesehen alles, was der Frequenzbereich und die Leistung der Laserquelle und der nachgelegenen Optik zulässt, um letztlich im Werkstoff den notwendigen Brennpunkt zu erreichen. Beim Laserschneiden, genauer gesagt dem Laserstrahlsublimierschneiden, wird das Material sublimiert. Es wird vom festen Aggregatzustand direkt in den gasförmigen Zustand überführt. Dabei entstehen chemische Verbindungen wie Stäube, Flüssigkeiten und Gase. Durch die vorhandene Laserleistung im Gerät ergibt sich je nach Material eine definierte und maximal erreichbare Dicke, die geschnitten werden kann. Besonders zielführend ist das Schneiden mit guter Kantenqualität, vertretbarer Schneidzeit und ohne massive Rauchentwicklung, Harzaustritt oder Flammenbildung.
Licht ist eine Art elektromagnetischer Strahlung - ein Phänomen des Elektromagnetismus. Als Licht im engeren Sinne gilt nur diejenige Strahlung, die für das menschliche Auge sichtbar ist. Laser produzieren durchaus sehr viel Strahlung (Laserlicht), welche nicht im Sichtbereich des Menschen liegt. Kohlendioxidlaser (CO²) geben unsichtbares infrarotes Licht mit einer Wellenlänge von 10600 nm ab. Das aktive Medium ist ein Gasgemisch aus Kohlendioxid (ca. 70%), Stickstoff (ca. 20%) und Helium (ca. 10%).
Zunächst sind Werkstoffe gut laserbar, wenn die Transmissionswerte "perfekt schwarz" sind. Das bedeutet, dass der Durchgang des Lichtes sehr stark ist und nur wenig Reflexion an der Werkstoffoberfläche stattfindet. Je besser die Transmission im Werkstoff gelingt, desto höher ist auch die Umwandlung des Lichtes in Wärmeenergie. Der zu lasernde Werkstoff muss mehr Energie aufnehmen (adsorbieren = ansaugen) als absorbieren. Andernfalls erwärmt sich das Teil somit nicht ausreichend und der Brennpunkt kann nicht erreicht werden. Dazu muss das Laserlicht geeignet fokussiert werden, um in der Bearbeitungsebene (in der Regel auf der Werkstückoberfläche, im oberen Drittel der Werkstoffdicke oder leicht über dem Werkstoff) genügend Laserenergie einzubringen. Gelingt dies nicht so, schlägt der gewünschte Gravier- oder Schneidvorgang letztlich fehl. In der Praxis gibt es für viele Lasersysteme unterschiedliche Linsentypen, um auf verschiedene Werkstoffdicken besser reagieren - so ähnlich wie bei Kameras unterschiedliche Objektive für Nah- und Weitwinkelaufnahmen genutzt werden. Die Brennweite ist der Abstand von der Linse bis zum Fokus. Der Fokus ist der kleinst mögliche Strahldurchmesser (vor und hinter dem Fokus weitet sich der Strahl wieder auf). Im Fokus erhalten wir die höchste Leistungsdichte (Energieintensität), also einen starken Laserstrahl. In CO² Lasern gibt es üblicherweise Linsen zwischen 1,5 Zoll und 7,5 Zoll. Empfohlen wird: Je höher der Detaillierungsgrad der Grafik, desto kürzer die Brennweite (beim Gravieren), je dicker das Material , desto größer die Brennweite (beim Schneiden).
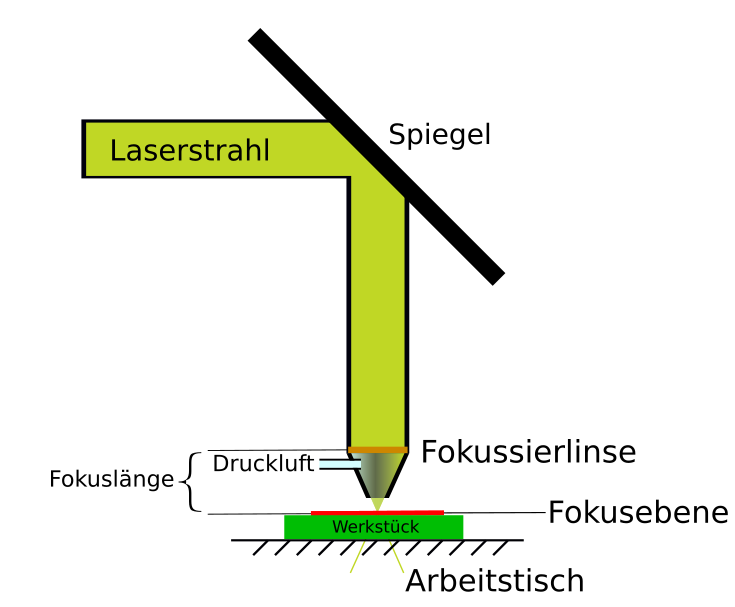
Laserfokus
Warnung: Platte ist nicht gleich Platte! Schutzfolien, Klebstoffe, Imprägnierungen und Tränkungen - Kunststoff mit Kunststoff (Verbundmaterialien)
Kunststoffe und Verbundmaterialien, die mehrere verschiedene Kunststoffe in unterschiedlichen Anteilen (nicht sortenrein sind) enthalten, können große Probleme beim Schneiden verursachen. Vor dem Schneiden ist unbedingt zu prüfen, ob das Material gelasert werden darf. Viele Kunststoffplatten werden zum Schutz vor dem Verkratzen mit Folien überzogen, mit Klebern haftbar oder mit Beschichtungen anderweitig haltbar oder generell für ihren vorgesehen Zweck einsetzbar gemacht. Es kommt dann häufig vor, dass zwar das Grundmaterial 1a laserbar ist, nicht jedoch die Schutzfolie oder der Überzug. Platten mit Schutzfolien (z.B. Acryl, Plexiglas, Vivak), Holzlaminat, Papieraufkleber, CFK, GFK, kleberhaltige Platten, beschichtete Werkstoffe usw. sind deshalb teilweise nicht laserbar, stark eingeschränkt laserbar oder müssen vorher behandelt werden. So müssen Folien und Kleber meistens in der Regel vorher entfernt werden. Verständlicherweise will man aus Sicht des Fertigers dies in der Regel nicht, da die Qualität des Materials erhalten bleiben soll und weil man mit Schutzfolien auch den Schmauch vom Bauteil entfernt hält. Für die Weiterbearbeitung, Lagerung und den Transport sind Schutzfolien technisch gesehen gut, nicht jedoch für das Schneiden mit dem Laser. Zum Glück bieten einige Hersteller detaillierte Informationen zu ihren Werkstoffen und den verwendeten Schutzfolien an:
- Röhm PLEXIGLAS: Schutzfolie zeigt unterschiedliche Produktkennzeichnungen und ist je nach Herstellungsprozess unterschiedlich gefärbt
- PLEXIGLAS® XT: blaue Folie oder durch eine weiße Folie mit blauem Druck
- PLEXIGLAS® GS: farblose oder weiße Folie mit grünem Druck
- covestro Bayer Vivak®und Axpet® Platten: PE-Schutzfolie (muss beim Schneiden nicht abgezogen werden und darf bleiben)
Vorsicht beim Zusatz "flammhemmend": Bei Materialien mit dem Zusatz "flammhemmend" ist Vorsicht bei der Anwendung des Laserschneiders geboten, da diese Eigenschaft oft durch den Zusatz von Brom erzielt wird.
Werkstoffe unbekannter Herkunft und/oder Zusammensetzung dürfen nicht gelasert werden, da sie risikoreich im Bezug auf Brandgefahr, Gasfreisetzung und Zerstörung des Laserschneiders sind. Insbesondere Klebstoffe verdampfen und bilden unter Umständen einen trüben Film auf der Laserlinse (Optik) und können sie beschädigen (Rissbildung, Ausbrüche), da die Thermik negativ beeinflusst wird. Ein Linsenwechsel ist dann erforderlich und sehr teuer. Wer also Materialien mitsamt Klebstoffen oder Schutzfolien laserschneiden will, der muss genau recherchieren, was die Inhaltsstoffe sind.
Genaue Plattendicken erhalten - Rohmaterial vorbereiten
Verschiedene Materialien wie Sperrholzplatten haben eine nominelle Dicke, weichen toleranztechnisch jedoch davon ab - dies ist auch in den einschlägigen DIN-Normen so nachzulesen. Um eine konstante Dicke zu erzielen können Platten mit einem Schleifer vor dem Laserschneiden auf das gewünschte Nennmaß runtergeschliffen werden (nach dem Laserschneiden wäre das Runterschleifen sehr sehr aufwendig). Dafür notwendig ist allerdings eine geeignete Plattenschleifmaschine (Zylinderschleifmaschine). Im FabLab haben wir soetwas nicht. Die interessanten Maßtoleranzen für Sperrholz nach DIN EN 315 für Plattenstärken zwischen 3 und 12 mm:
| Nenndicke (t) | Nicht geschliffene Platten |
Geschliffene Platten |
||
| Maßtoleranz des Dickenunterschiedes innerhalb einer Platte | Grenzabmaße für die Nenndicke |
Maßtoleranz des Dickenunterschiedes innerhalb einer Platte |
Grenzabmaße für die Nenndicke |
|
|
≥ 3 mm und ≤ 12 mm |
1,0 mm |
+ (0,8 + 0,03 t) - (0,4 + 0,03 t) |
0,6 mm |
+ (0,2 + 0,03 t) - (0,4 + 0,03 t) |
Brandmarken, Wölbungen und Schneidtischtyp - wie hängen sie zusammen und wie können Probleme reduziert werden?
Allgemeine Suchbegriffe für Brandmarken sind:
- edge scorches (Randversengungen)
- burnt edges (verbrannte/verkohlte Kanten)
- burn marks/burn stains (Brandflecken)
- soot (Ruß)
- residue (Rückstände)
-
charring (Verkohlung)
-
Schmauchspuren
Verbrannte Kanten
Beim CO²-Laserschneiden wird in kurzer Zeit ein hoher Energiebetrag in das Bauteil eingebracht. Besonders bei dicken Materialien ist das visuell erkenntlich. So erhält man bei Sperrholz die typischen verbrannten Kanten (Brandmarken, Wärmemarken) oder bei Kunststoffen teilweise unsauber aufgeschmolzene Kanten. Je nach Einstellung und Material erhält man klebrige, matte, dunkle oder glänzende Kanten, die u.U. eine Nachbearbeitung notwendig machen. Zellulosehaltige Materialien (Holz, Faserplatten, Hartfaserplatten, Papier usw.) werden durch den gleichen Mechanismus geschnitten wie duroplastische Kunststoffe, d. h. durch chemischen Abbau. Die Temperaturen in der Schnittzone können je nach Dichte des Materials im Bereich von 2000°C bis 3000°C liegen. Holz besteht aus Zellulose, Wasser, Lignin und eingeschlossener Luft in unterschiedlichen Anteilen, und der Laserschneidprozess wird von den relativen Anteilen dieser Bestandteile beeinflusst. Die Schneidgeschwindigkeit bei einer gegebenen Laserleistung kann für eine bestimmte Holzart nicht einfach festgelegt werden, da der Wassergehalt von Charge zu Charge variiert und die Zellulosedichte sich von Bereich zu Bereich in einer einzelnen Platte ändert. Die stärkste lokale Änderung der Zellulosedichte tritt auf, wenn ein Ast im Holz auf der Schnittlinie liegt.
Holz wird am effektivsten mit einem Luftstrahl in Verbindung mit dem Laser geschnitten. Die Oxidation eines Teils des Kohlenstoffgehalts zu Kohlendioxid ist ein exothermer Prozess, der dazu beiträgt, die Schnittfront mit Energie zu versorgen. Der eigentliche Verbrennungsprozess ähnelt dem eines Holzfeuers. Der Einsatz von Inertgas reduziert die Schnittgeschwindigkeiten und hat wenig Einfluss auf den Prozess der Kantenverdunkelung (Verkohlung), da die Zellulose chemisch zu Kohlenstoff abgebaut werden muss und das Holz selbst ohnehin viel Luft enthält. Die beim Laserschneiden hinterlassene Schnittkante wird durch eine Restkohlenstoffschicht verdunkelt, die durch den chemischen Abbau der Zellulose entsteht. Der Grad der Nachdunkelung hängt von der Zellulosedichte des ursprünglichen Holzes ab, z. B. hat Teak, das sehr dicht ist, eine schwarze Schnittkante, während eine Kieferkante nur ein paar Nuancen dunkler ist als das ursprüngliche Holz. Die Nachdunkelung wird minimiert, indem höchste Schneidluftdrücke verwendet werden, um den losen Kohlestaub von der Schnittkante zu entfernen.
Durch geeignete Anpassung der Laserparameter können verbrannte Kanten reduziert werden (geringere Frequenz = weniger Impulse pro Zoll (ppi), weniger Leistung, höhere Geschwindigkeit, mehr Luft). Hohe Frequenzen bei hohen Schweidgeschwindigkeiten und Leistungen führen häufig zu einem "Überbrennen". Natürlich hat das seine Grenzen, die vor allem durch die Laserleistung der CO²-Lasereinheit, das Zielmaterial und die gewünschte Materialdicke maßgeblich beeinflusst werden. Die beste Reduktion von verbrannten Kanten erfolgt bereits bei der sorgfältigen Materialauswahl ("laser grade" Werkstoffe).
Durchstechen des Materials
Bei jedem Schneidvorgang muss der Laserstrahl zunächst in das Material eintauchen. An den Stellen, an denen der Schneidvorgang beginnt, sind besondere Eintrittspunkte sichtbar, da dort der zeitlich am längsten währende Wärmeeintrag entsteht. Diese Einläufer bzw. Ausläufer können durch zum zusätzliche Anschnitte, sog. "Lead-Ins" und "Lead-Outs" bei Bedarf korrigiert werden. Hierzu siehe Ein- und Auslaufschnitte, Stege, Brücken, Laschen, Perforationen.
Dämpfe und Partikel auf Ober- und Unterseite
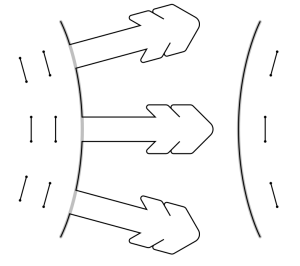
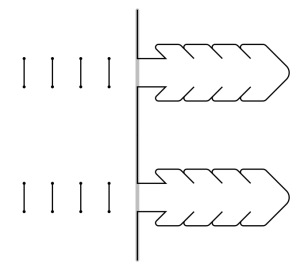
Beim Schneiden werden neben Gasen auch Materialpartikel (Staub, Pulver) freigesetzt. Diese werden zum Großteil zwar durch den Luftvorhang (Kompressordruckluft am Werkzeugkopf) weggepustet, sowie die angeschlossene Maschinenabsaugung am Boden und der Maschinenrückseite und angesaugt, jedoch werden die Dämpfe und Partikel dabei zwangsweise auch über die Materialoberfläche des Werkstücks transportiert. Teilweise lagern sie sich dabei vor Erreichen des Absaugstroms bereits ab und erzeugen meist unschöne und schwer zu entfernende Schmauchspuren auf den verbleibenden Bauteilen bzw. Plattenmaterialien.
Schmauchspurenrückstände entstehen auch auf der Unterseite des Materials (Auslassseite) - insbesondere dort, wo die Platten aufliegen (Gitter) und der Laserstrahl einen "Rückprall" mit dem Gitter hat, denn dort stauen sich Partikelströme und Wärme. Je mehr Kontakt das Material mit dem Auflagegitter hat, desto mehr Schmauchspuren erhält man. Deshalb sind Gitter mit größerer Masche bzw. Lamellenabstand empfehlenswert für die Brandmarkenreduktion. Allerdings sind engere Maschen besser geeignet für besonders kleine Bauteile (Durchfallen der Teile durch's Rost). Für die verschiedenen Bauteilgrößen und Materialbeschaffenheiten gibt es deshalb unterschiedliche Aufbauten von Laserbetten. Diese sind weiter unten aufgeführt.
Rückstände am Gitter entstehen häufig durch ausgeprägtes Wiederholungsschneiden. Je öfter der gleiche Laserjob an der gleichen Stelle geschnitten wird, desto eher türmen sich Rückstände an den immer gleichen Positionen auf, die sich auf neue Bauteile übertragen. Zwischenzeitliches Reinigen wird deshalb empfohlen.

viel Schmauch (links), weniger Schmauch (rechts)
Schmauchspurreduktion durch Reinigen des Systems
Grundlage für gute Ergebnisse schlecht hin ist ein gut gewartetes System. Gereinigte Mechaniken, Optiken (Linsen, Spiegel), Düsen, Gitter, Abluftsystem und frische Filter erhöhen die Absaugqualität, verhindern das Anhaften alter Rückstände und gewährleisten unverfälschte Leistung.
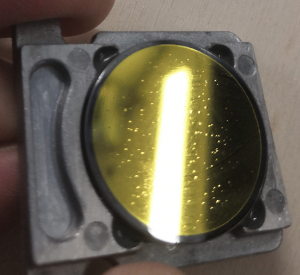
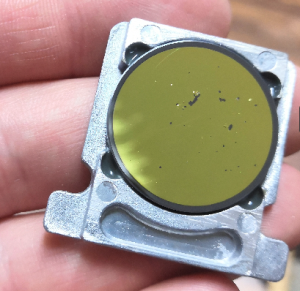
Zugesetzter Spiegel (links), teil-defekter Spiegel (rechts)
Beim regelmäßigen Schneiden von Holz und Kunststoff setzen sich Rückstände am Gitter fest. Hierbei hilft das Einweichen des Gitters in einer geeignet großen Ölauffangwanne und etwas Reiniger. Besonders gut geeignet ist zum Beispiel "Bref Power gegen Fett und Eingebranntes". Eine Kunststoffbürste und/oder ein Dampfreiniger sind außerdem noch hilfreich.

Schmauchspurreduktion durch Wahl des Gittertyps (Schneidplattform)
Wie erwähnt, gibt es verschiedene Schneidplattformen. Dünne bzw. flexible Materialien benötigen beim Schneiden mehr Auflageunterstützung, um sicht nicht zu wölben (z.B. Papier). In sich stabile, dickere Platten hingegen benötigen weitaus weniger Support. Je mehr Auflagekontakt vorhanden ist, desto höher ist der ungewollte Schmauchanteil. Entsprechend dieser Kriterien ist eine Abwägung notwendig, welcher Tisch für welches Material am besten geeignet ist. Sperrige Platten, die etwas verbogen sind (z.B. Sperrholz), können auf einem rigiden Gitter besser fixiert werden als auf einem Pin Schneidetisch beispielsweise. De Typen:
-
Aluminium-Graviertisch mit Vakuumlöchern
-
hat die größte Auflagefläche und damit die größte Tragunterstützung, jedoch die größte Gefahr der Schmauchspurbildung, falls dicke Platten geschnitten werden sollen - dies ist zu vermeiden. Hauptsächlich werden Standardgraviertische (oftmals als "task plate" bezeichnet) zum Gravieren genutzt oder zum Schneiden dünnster Werkstoffe wie Papier mit niedrigsten Laserleistungen. Durch Löcher kann der Tisch als Vakuumtisch genutzt werden, der das Papier ansaugt und glatt streicht. Die Vakuumleistung kann verbessert werden, wenn alle Löcher im Tisch abgedeckt werden. Manchmal sind sie auch magnetisch, sodass zusätzliche Magnete zur Fixierung genutzt werden können.
-
-
Wabengitter (6-Eck "Honeycomb" oder 4-Eck)
- bester Kompromiss aus Kontaktfäche und Tragunterstützung des Materials. Erlaubt meist gute Fixerung des Werkstücks
-
Lamellengitter
-
weniger Kontaktfläche als Wabengitter, jedoch weniger Tragunterstützung des Materials
-
-
Pin Schneidetisch (nail bed)
-
geringste Auflagefläche (nur punktuell auf Spitzen), jedoch geringste Tragunterstützung
-
Nicht sinnvoll sind vollflächige oder überwiegend ausgefüllte Untergründe (Unterlagen) wie Kunststoff-, Stein-, Glas oder Metallplatten oder engmaschine Lochgitter. Vollflächige Materialien unter dem zu lasernden Werkstoff führen, wie beschrieben, zu Wärmestau, Partikelstau, verschlechteter Absaugleistung und teilweise zur Irritation des Laserstrahls (Querschläger). Dadurch wird das Ergebnis wesentlich verschlechtert. Deshalb sollte eines der oben genannten Bettlösungen verwendet werden. Weiterhin besteht die Gefahr, dass bereits ausgeschnittene Teile auf dem Bett verwirbelt werden und nochmals unter den Schneidstrahl treten, da Unterlagen die Zublasung stark beeinflussen.
Schmauchspurreduktion durch Druckluft und Schutzgas
- Druckluft/Zublasung (auch als Luftvorhang oder "Air Assist" bekannt) auf den Tool Center Point
-
wird meistens verwendet, um Wärme und brennbare Gase von der Materialoberfläche zu entfernen (Schutz vor Rauch und Selbstentzündung)
-
verhindert Selbstentzünden, reduziert Flammen oder Verbrennen des Materials
-
begrenzt Rauchablagerungen
-
erlaubt geringere Schlitzbreiten, indem die Wärme des Laserstahls am Kontaktpunkt mit der Materialoberfläche minimiert wird
- bei modernen Lasersystem kommen häufig "luftumspülte" Linsen in Kombination zum Einsatz. Luft kommt dabei direkt vertikal aus einer konischen Düse geströmt, in der auch diese Linse sitzt, während zusätzlich ein Druckluftröhrchen neben dem Kopf auf die Materialoberfläche zeit und quer zubläst (z.B. bei Epilog Fusion Systemen und Trotec Speedy)
-
- Düsenkonstruktion verbessern / Düse mit engerem Durchmesser aufschrauben. Je konzentrierter der Lufstrom in den Schneidspalt geleitet wird, desto weniger Schmauch verbleibt am Bauteil (Vorsicht: Verstopfungsgefahr der Düse bei Stempelgummigravuren!)
- Schutzglas/Inertgas zublasen (Stickstoff, Kohlenstoffdioxid oder Argon)
Druckluft sollte nicht bei allen Werkstoffen genutzt werden. Bei Acryl können die Schneidkanten trüb werden, wenn sie zu schnell gekühlt werden.
Schmauchspurreduktion durch Abdeckband
Maskieren mit Tape bzw. das Auftragen von Papierschutzrücken (z.B. Malerkrepp, Application Tape, etc.) erlaubt das Auffangen von Schmutz. Viele Materialien aus Kunststoff haben bereits aufgezogene, laserbare Schutzfolien.
Vorsicht bei Tapes: Kunststoff und Kleber vorher auf Lasertauglichkeit überprüfen!
Schmauchspurreduktion durch Prozessoptimierung
Auch die Reihenfolge der Linien beim Schneiden, Schneidgeschwindigkeiten und Co. haben eine Auswirkung auf Schmauch. Wird langsamer geschnitten, dann kann pro Zeiteinheit allgemein mehr Schmauch abgesaugt werden. Natürlich kann auch die Leistung der Absauganlage an sich erhöht werden, falls sie noch nicht auf Maximum gestellt ist. Es sollte außerdem mit nur so viel Leistung und Frequenz geschnitten werden wie notwendig, um unnötige Verkohlung zu vermeiden. Eine weitere wichtige Einstellung ist die Bearbeitungsrichtung im Falle von Gravuren. Graviert man mit dem Modus "unten nach oben", dann wird weniger Staub auf die bereits gravierten Bereiche abgelagert, da die meisten Lasergravierer ihre Absaugung im oberen (hinteren) Bereich haben. Entsprechend der Absaugrichtung sollte man so mit der Ansaugströmung arbeiten. Hilfreicht ist dies vor allem bei Holz oder Vivak.
Materialfixierung / Krümmung (Wölbung) reduzieren
Entsprechend der Wahl des Schneidgitters und des zu lasernden Materials müssen teilweise Wölbungen ausgeglichen werden, um in jedem Falle einen guten Schnitt zu erwirken. Dünne Werkstoffe wie Papier liegen häufig nicht plan auf und stehen ab. Ebenheit in der Auflage its jedoch für das Schneiden essentiell (Fokus). Durch einen leichten Unterdruck oder ein Vakuum können solche Materialien gut plangezogen werden. Sperrholz- oder Kunststoffplatten sind ebenso häufig vom Verzug betroffen. Meist durch die Herstellung, Lagerung oder Transport geschuldet sind sie nicht besonders plan und damit schwer oder garnicht schneidbar. Das Beschweren mit Gewichten vorher und/oder während des Laserns, z.B. mit Eisenstücken oder Hantelgewichten, hilft beim Niederhalten. Festklemmen mit geeigneten Niederhaltern im Wabengitter oder Lamellenschneidtisch sind ebenso wirksam. Doppelseitiges Klebeband stellt eine weitere denkbare Option dar. Für den Fall dünner Werkstoffe und einem magnetischen Tisch sind auch Neodymmagnete verwendbar.
Nach dem Laserschneiden - Nachbereitung
Nach dem Schneiden des Laserjobs sollte nicht nur die Maschine gereinigt werden. Oftmals müssen auch die geschnittenen Teile nachbearbeitet oder nachbehandelt werden. Gründe dafür sind hauptsächlich verbrannte Kanten, Schmauchspuren, Ausfaserungen vom Heraustrennen, überstehende Nasen von Trenn- und Haltestegen und lästige Gerüche. Entsprechend chemisch und mechanisch kann eine Verbesserung erwirkt werden.
Stempelgummi
Bei Stempelgummi muss zum Beispiel der Staub unter fließendem Warmwasser abgespült und abgebürstet (z.B. Zahnbürste) werden, um das Teil freizulegen.
Glas
Masking Tape reduziert scharfe Kanten und macht das Erscheinungsbild weicher. Alternativ kann auch mit einem Stahlwolleschwamm weichgebürstet werden (entgraten)
Flächige Gravuren
Bei flächigen Gravuren in Leder oder Holz lohnt sich häufig ebenso das Abbürsten mit einer weichen Zahnbürste, Stofftuch oder Schwamm. Am besten im Zusammenhang mit einer milden Seife. Manche schwören auf Orangenreiniger, da er offenbar gut reinigt und den Geruch neutralisiert. Abspülen unter warmen Wasser ist ebenso teilweise hilfreich. Es können auch Poliermittel verwendet werden, diese sollten allerdings nicht abrasiv wirken. Bei Glasgravuren (Trinkgläser) sind die Oberflächen manchmal scharf und unangenehm in den Händen zu halten. Dann kann ein Topfschwamm (Metallschwamm) genutzt werden, um die Kanten zu brechen (bitte vorsichtig!). Vermieden können scharfe Glaskanten durch Masking Tape.
Verbrannte Kanten verbessern
Verbrannte Kanten können am besten mit einer Feile, Schleifpapier oder Bandschleifer entfernt werden. Unter Umständen kann auch hier mit einem Orangenreiniger gearbeitet werden, um die Kante sauber zu bekommen. Mit einem Bleichmittel (Wasserstoffperoxid, Natriumhydroxid oder Ammoniaklösung bzw. Salmiakgeist) kann gearbeitet werden, um das Holz heller zu machen. Vorsicht: Das Bleichen ist häufig nicht optimal, da es Wasserfleckenoptik hervorrufen kann. Bleichen ist ebenso aufwendig wie gefährlich für Mensch und Umwelt und deshalb nicht zu empfehlen. Wer absolut saubere Kanten möchte, der sollte sein Teil lieber mit dem Wasserstrahlschneider zuschneiden lassen. Ansonsten empfiehlt sich das Angleichen der Oberfläche an die Kantenoptik mit Hilfe dunkler oder deckender Beizen (z.B. Nussbaum, Eicke, Mahagoni) bzw. Lackfarben.
Teile nicht richtig durchgeschnitten
Wurde der Fokus nicht richtig gesetzt, das Rohmaterial schief eingelegt (Wölbungen) oder die Leistung reichte beim Schneiden nicht aus, dann sind die Teile häufig nicht korrekt durchgeschnitten und hängen noch sehr fest im Rohmaterial. Sie können per Hand nicht oder nur mit Beschädigung herausgetrennt werden. Wie ausgangs beschrieben ist es ratsam vor einem großen Schneidjob einen Parametertest auszuführen und zu prüfen, ob die Parameter passen. Bei Jobs, wo die Trennschnitte fehlerhaft sind (teilweise auch durch Materialfehler oder Verwerfungen, die man nicht von außen sieht), kann teilweise noch mit dem Schleifgerät nachgeholfen oder mit einem Cuttermesser vorsichtig nachzezogen werden. Leider verändern sich hierbei teilweise die Bauteiltoleranzen, da in der Regel die Dicke verändert wird.
Wie erhöhe ich die Lebensdauer meines Lasers oder seiner Komponenten?
- Das System sollte regelmäßig gereinigt werden. Dazu zählen vor allem die mechanischen und optischem Komponenten wie Spiegel und Linsen, Zahnriemen, Filter, etc. - Rückstände verstopfen oder führen zu Wärmestau. Die Folge können Risse und Verfestigungen sein
- bei sehr sehr kurzen Laserjobs sollte das System in seiner Geschwindigkeit gedrosselt werden. Kurze Linien bringen die Baugruppen sehr schnell auf Höchstbeschleunigung und wieder zum Bremsen. Das erhöht den Verschleiß der Lager und Riemen
- Ölen bzw. Fetten von Mechaniken
- insgesamt: regelmäßiges Wartungsintervall mit Checkliste
- Niemals leichtsinnig Platten im Laser beschweren ohne dies vorsichtig anzutesten bzw. vorher genau auszumessen. Kollisionen mit Fremdkörpern und dem Achssystem oder dem Werkzeugkopf können die Mechanik schwer zerstören.
Leistungsverluste und Lebensdauer von CO² Laserquellen?
Die Lebensdauer von CO² Laserquellen kursiert wie ein Mythos im Internet. Mittlerweile geben einige Laserhersteller hier genauere Angaben. So sagt man, dass die Lebensdauer der Laserquelle im Wesentlichen nicht von der Betriebsdauer abhängt, sondern von den Temperaturschwankungen. Bei hohen Schwankungen und niedrigen Temperaturen kann es zur Kondensatbildung kommen und das CO² kann langsam entweichen. Dadurch wird die Quelle schwächer oder geht kaputt. Im Schnitt leben CO² Laserquellen damit zwischen 3 und 10 Jahren. Gebrauchstemperaturen für hohe Langlebigkeit liegen nach unterschiedlichen Insiderquellen zwischen 15 °C und 25 °C bzw. 16 °C und 32 °C (22 °C konstant im Idealzustand) und die Luftfeuchtigkeit zwischen 40% und 70%.
Neben der optimalen Lagerung des Lasers sollten im Übrigen auch die Optikkomponenten regelmäßig gewartet werden. Verkrustungen und Fehljustierungen verrigern die Strahlqualität und mehr Licht wird gebrochen bzw. reflektiert, welches nicht mehr als Schneidleistung im Fokus ankommt.
Rastergravuren, Vektorgravuren, Nuten, Taschen, Perforationen
Mit einem Laser kann man nicht nur schneiden. Viel mehr lassen sich auch speziellere Techniken im Werkstück umsetzen, wenn man nicht komplett durchschneidet, sondern nur so viel wegnimmt, dass es einem Ritz- oder Perforationsvorgang gleicht. Theoretisch kann man mit einem Laser auch einfach nur anschmelzen oder anwärmen.
Gravuren lassen sich sowohl im Rastermodus, als auch in Vektorlinien erstellen. Beides kann zudem kombiniert werden. Mit Rastergravuren werden vor allem vollflächige, größere Grafiken gut umsetzbar, während für eher linienlastige Grafiken Vektorgravuren hilfreich sind. Die Grafiken können dabei kreativer Art sein oder aber auch einfach nur sehr technisch. So lassen sich mit Rastergravuren zum Beispiel großflächig Taschen aus dem Material lösen (z.B. in weichem Holz), um dann darin andere Komponenten zu versenken.
Taschen (Beispiel: ca. 6 mm tiefe Taschengravur in Weichholz)
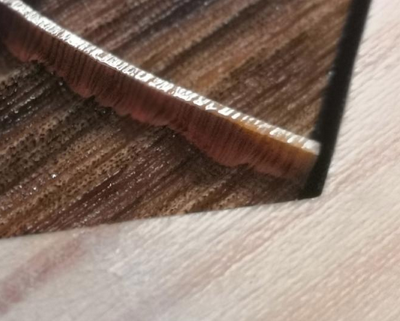
Nuten (Beispiel 1 mm breite und ca. 1,5 mm tiefe Nut in 5 mm Polypropylen Platte)
Mit Vektorgravuren lassen sich zum Beispiel gezielt Nuten in das Bauteil einbringen (Anritzen) - mit etwas Fokusabstand können diese Nuten auch etwas verbreitert werden.
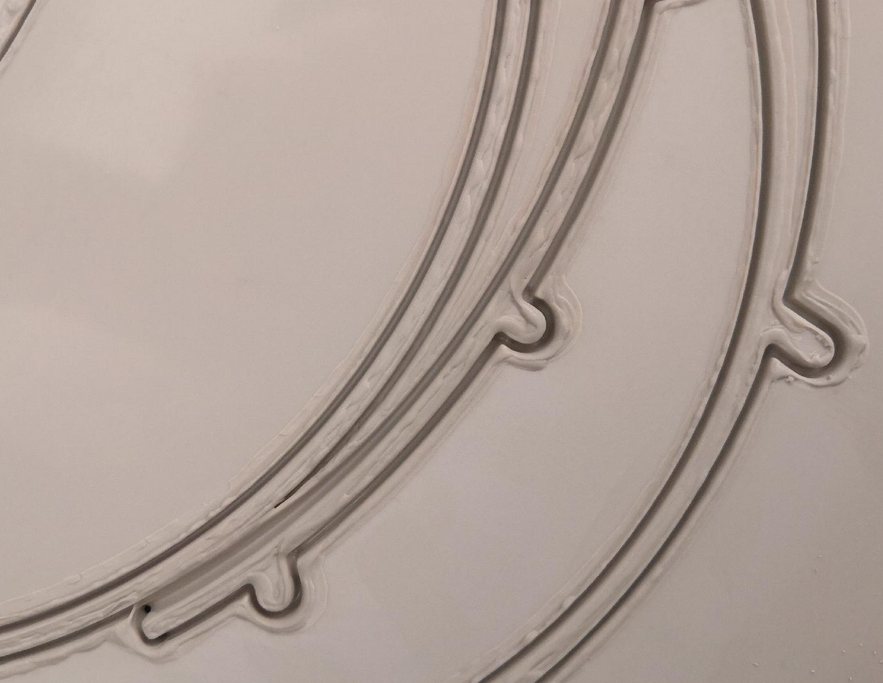
Konische Gravuren / Grobes
Verstellt man den Fokus, so lassen sich auch konische Formen (durchaus bis zu 20° Winkel) bzw. Fasen oder Abrundungen erzeugen. In einem erstem Durchgang kann das Material dabei zunächst gerundet, und im zweiten Durchgang unter Umständen nochmal "normal" geschnitten werden (sehr experimentell).

Fokustest mit Rechtecken. Links 1 mm Spalt, rechts ca. 11 mm "Spalt"


Geschnittene Teile mit Fasen per Fokus-Versatz. Diese entstehen sowohl, wenn der Fokus sehr weit im Bauteil ist, also auch weit über der Materialoberfläche liegt
Perforationslinien (Beispiel in Tonzeichenkarton)
Setzt man die Frequenz sehr niedrig, so lassen sich auch Perforationslinien herstellen. Diese eignen sich ideal als Falzkanten bei Papiermodellen oder als dekorative Elemente. Im Falle von Perforationslinien erhalten wir nur wenige Laserimpulse pro Schnittlinie (geringe ppi = points per inch). Bei gleichbleibender Frequenz, aber doppelter Schnittgeschwindigkeit erhalten wir bereits doppelt so viele Perforationen. Das kann im Übrigen ein Nachteil bei normalen Trennschneidlinien sein.
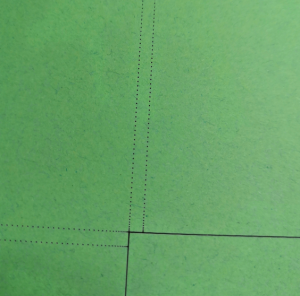
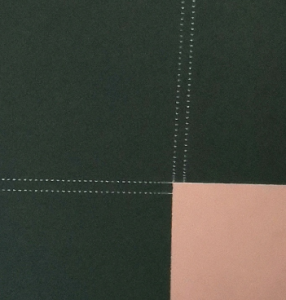
Helle und dunkle Gravuren, sichtbares Raster, Auflösung (DPI) und Geschwindigkeit von Gravuren
Je nach Material und Einsatz müssen Gravurparameter gesetzt werden. Wichtig sind hier DPI ("dots per inch" - die Auflösung in Punkten pro Zoll), Geschwindigkeit, Leistung, Fokus und Dithering-Modus. Diese beeinflussen die Qualität, die Prozessdauer und die Intensität bzw. Motivwirkung auf dem Material. Jedes Material aborbiert anders. Dadurch sind je nach Materialklasse andere DPI-Werte sinnvoll. Generell gilt je höher die DPI-Zahl, desto länger dauert der Job (1000 DPI brauchen doppelt so lange wie 500 DPI). Je höher die Leistung bei gleichbleibender Geschwindigkeit und DPI gesetzt wird, desto tiefer und intensiver wird die Gravur - sie kann allerdings damit auch schnell zu dunkel werden. Emofohlen werden für jeden Laserjob zunächst geringe DPI-Zahlen zum Test. Nur, wenn die Gravurqualität nicht den Ewartungen genügt, sollte eine höhere DPI-Zahl eingestellt werden. Gravuren sind in der Regel besser erkennbar auf hellen/weißen Untergründen (Kontrast erzeugen durch Ansengen der Oberfläche), es sei denn das Material ist beschichtet und bringt dadurch eine andere Farbe zu Tage (z.B. eloxiertes Aluminium).
| Material | Auflösung |
| Holz / Glas / Textil / Stein | < 500 DPI |
| Acryl / Papier / Karton | 500 bis 600 DPI |
| Stempel / Metall | > 600 DPI |
Ein guter Trick: Zeitsparen durch Verwenden niedrigerer Auflösung, aber gleichzeitig Fokusversatz höher einstellen. Dadurch überlappen die gravierten Zeilen stärker und fließen besser ineinander. Das Ergebnis wird wird runder, da eine Defokussierung Rillenbildung vermeidet. Dies hängt mit dem "dot overlap" oder "dot bleed" zusammen. Je weiter weg die einzelnen Rasterpunkte beim Lasern stehen, desto mehr Freiraum entsteht. Dieser ist unter Umständen dann als Rasterfläche sichtbar. Die Grafik wird gitterartig und wirkt weniger zusammenhängend.
Beispielgrafik zur Vedeutlichung des der Punktüberlappung (links) und einer eher rillenartigen Optik (mittig) und klaren Punkten (rechts) - eine Einstellung aus DPI/PPI/Fokus
Holz mit gleichmäßiger Maserung, sowie härteres Holz ergibt gleichmäßigere Reliefgravuren.
Gravurunterschiede bei unterschiedlichen Leistungen (links 35%, rechts 100%)
Gravuren im Inneren von Glas?
3D-Bilder im Glaskörper - das gibt es auch! Das ist allerdings mit gewöhnlichen CO² Lasern nicht möglich. Das Herstellungsverfahren nennt sich "Vitrographie" oder Glasinnengravur. Bei konventionellen Gravuren beschränkt sich das Verfahren auf die Oberfläche. Bei der Vitrographie bleibt die Oberfläche des Materials unversehrt. Die Laserung wird im Inneren des Stoffes ausgeführt. Für das Erzeugen von 3D-Glasgravuren werden Nd:YAG Laser verwendet. Das Verfahren selbst beschränkt sich dabei nicht auf Glas, sondern auf transparente Materialien (auch Acryl).
Ermitteln der Schneid- und Reisegeschwindigkeit deines Lasers
Für die eine oder andere Grobkalkulation ist es wissenswert, welche Geschwindigkeiten die Maschine erreichen kann. Sowohl die maximale Schneidgeschwindigkeit (cutting speed), als auch die Reisegeschwindigkeit (travel speed) werden häufig vom Hersteller angegeben. Recht simpel lassen sich diese Zahlen relativ einfach und schnell ermitteln. Das kann für eine Job-Kalkulation nützlich sein.
Für die Ermittlung der Schneidgeschwindigkeit und Reisegeschwindigkeit schneiden wir einen Job mit einem Quadrat und einen zweiten Job mit zwei Quadraten mit jeweils bekanntem Umfang und bekannter Linienabfolge (siehe Bild). Im folgenden Beispiel erstellen wir eine Datei mit einem Qudrat mit jeweils 25 mm Kantenlänge, sowie eine zweite Datei mit zwei Quadraten mit jeweils 25 mm Kantenlänge. Also hat jedes Quadrat 100 mm Umfang. Wir können nun ermitteln, wie lange ein einziges Quadrat (Linien 1, 2, 3, 4) schneidet (Job 1) - das gibt uns die Schneidgeschwindigkeit. Als zweiten Job 2 können wir dann die Zeit ermitteln, die für die Linien 1 bis 10 benötigt wurde. Ziehen wir die benötigte Zeit für Job 1 von Job 2 ab, so erhalten wir die doppelte Reisegeschwindigkeit (Moves 5 und 10).
Hinweise:
- nicht mit inbegriffen in diese Kalkulation sind die Bewegungen vom Maschinenursprung bis zum Punkt 1.4 und wieder zurück.
- zur genaueren Ermittlung sollte der Versuch mehrfach wiederholt werden
- ist das Messen zu schwierig, so können die Kantenlängen beliebig skaliert werden
- im Idealfall zeigt der Laserschneider an einem Display oder Konsole die reell benötigte Jobzeit an. Dann muss nichts mit einer Stoppuhr gemessen werden.
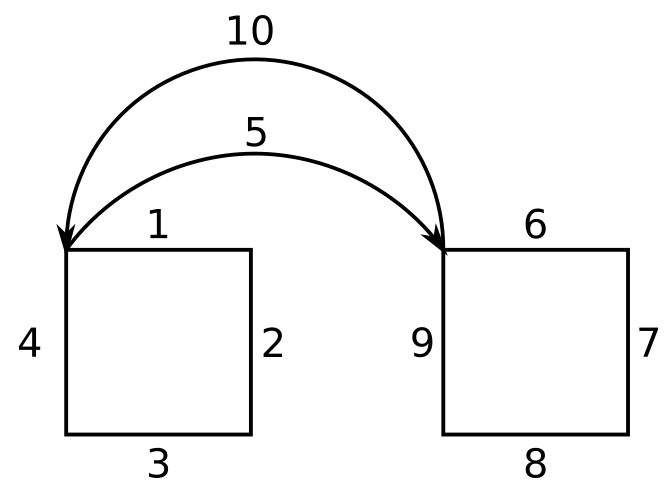
Bewegungsablaufplan 1 bis 10
Typische Probleme und Ursachen beim Laserschneiden
- Schmauch
- Verbrannte Kanten
- Zackige Linien / hässliche Übergänge → loser Spiegel oder unsaubere Lead-Ins/Lead-Outs

- Materialüberquellen → zu hohe Temperatur lässt Material fließen und wieder erstarren

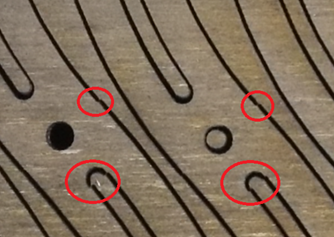

{kind=link}