Regelmäßige und außerplanmäßige Wartung
-
Gleitwellen schmieren
-
Riemen auf Überdehnung prüfen
-
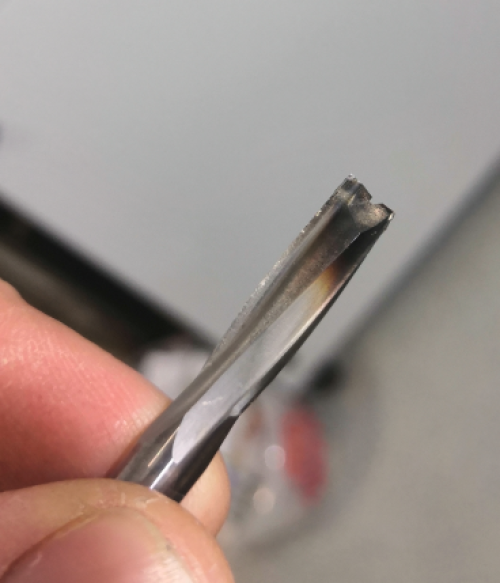
Fräser auf Abbrand/Unschärfe/Ausbrüche in Schneidekontur prüfen
-
Prüfen der Endschalterpositionen (ggf. können die Winkel verbiegen)
-
Staub von LM-UU Lagern entfernen
-
Zyklonvorabscheider ausleeren
-
Staubsaugerbeutel ausleeren (im Schnitt alle 5-10 größere Fräsvorgänge)
-
Steuerung/PC/Frequenzumrichter entstauben
-
ggf. Lüfter ölen/reinigen
-
Bett planfräsen (dauert ca. 60-120 Minuten für 1-2x Durchgang)
Riemen wechseln
Vorsicht: Die Zahnriemen reißen schnell, wenn die Maschine zu stark belastet wird (Fräser bleibt stecken, während Gantry sich bewegt). Außerdem dürfen sie weder zu lasch (zu viel Versatzspiel), noch zu stramm gespannt werden (Verformung, Risse)
Schraubenschlüssel mit Weite 8mm/10mm nötig!
-
Riemenrolle bei Y.min lösen/lockern
-
Riemendeckel öffnen (3x Sechskantschraube) - Luke ist neu
-
Mikroschritte neu kalibrieren. Je nach Einspannung des Riemens sind die Werte erwiesenermaßen jedes Mal anders!
XY-Achsen Mikroschritte kalibrieren
Die Zahnriemen, insbesondere X, haben ein gewisses „Rückstellspiel“, da die Riemen recht lang sind. Die Dehnung lässt sich nicht komplett nullen. Das Spiel beträgt ca. 0,05mm je Richtung. Wir messen die Schrittabweichung mit einem 500mm langen Lineal, um ein möglichst langes Konfidenzintervall zu haben.
-
Gravierstichel 1mm (sehr sehr spitz) einspannen
-
Stichel an X=0 ausrichten
-
Versatz in TNGv2 auf Null setzen
-
G0 X500 ausführen
-
Differenzmessung mit Messschieber ausführen
-
G0 X0 ausführen
-
Schritte mit Messdaten neu berechnen und in Firmware eintragen
-
X-Achse erneut nullen
-
diese Schritte wiederholen, bis G0 X500 exakt erreicht wird
Das gleiche Vorgehen nutzen wir für die Y-Achse. Hier nutzen wir den Gravierstichel zum Ausrichten des Lineals. Wir spannen das Lineal in Y=0 per Schraube fest und stellen dann den Winkel ein. Anschließend schrauben wir eine zweite Schraube ins Lineal, um es auf der Opferplatte zu fixieren.
Z-Achse Mikroschritte kalibrieren
- Spindel entfernen oder Fräser entfernen
- Messuhr mit Magnet anhängen
- Messuhr auf Oberfläche fahren. Messkugel darf die Oberfläche berühren, aber nicht ausschlagen
- Z=0 setzen
- G0 Z10 ausführen
- Abweichung bestimmen
- G0 Z0 ausführen
- neue Schrittwerte in Firmware eintragen
- Z=0 erneut setzen
Formel zur Neukalkulation der Schritte pro Millimeter:
-
(hinterlegte steps/mm * via Kommando gefahrene Millimeter) / gemessene Millimeter = neue steps/mm
Z-Höhe während Fräsvorgang justieren
- Job stoppen
- GCode-Zeile merken, wo stehen geblieben
- G0 Z0 (Auf Null fahren)
- Z-Ebene anpassen auf neuen Verastz, z.B. `G0 Z0.6` und Z-Wert nullen
- G0 Z5 (Sicherheitsabstand herstellen)
- Job fortführen (Spindel vorher ein)
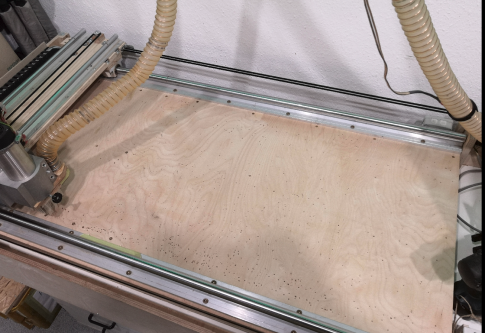
Bett planfräsen
-
Opferplatte aus MDF
-
Spezielles Fräsprogramm ist auf Synology NAS zu finden (Wir nutzen den Planfräser mit 30mm Durchmesser).
-
Fräsdauer ca. 30-60 Minuten je Job (jeweils 1mm Frästiefe)
Vorsicht/Hinweise:
- Vor dem Fräsen zu prüfen, ob alle Schrauben der Opferplatte noch fest sitzen. Wenn sich die Platte bereits unkontrolliert nach oben wölbt, dann werden die Überfräsergebnisse unbrauchbar.
-
Fräsprogramm ist so angelegt, dass die Maschine direkt vom mit den Endschalterendlagen deckenden Nullpunkt gestartet werden kann (d.h. Homing ausführen und starten. Es ist kein zusätzlicher XY-Versatz notwendig. Nur die Z-Koordinate muss gesetzt werden)
-
wir lassen unten und rechts je ca. 1cm Randstreifen stehen (gute Werkstückanlegekanten)!
-
Das Fräsprogramm sollte unbedingt vorher ohne Fräser oder mit Fräser im Stillstand in einer höheren Z-Ebene ausprobiert werden (alle Kanten/Ecken prüfen → maximale GCode Ausmaße abprüfen um zu verhindern, dass der Fräser in benachbarte Schraubenköpfe einfräst)
-
Es entsteht viel Feinstaub. Muss gut abgesaugt werden.
-
Staubsauger muss manuell angeschalten werden, weil die notwendige Drehzahl nicht erreicht wird, um das Relais zu schalten. Wir stecken deshalb einen externen Staubsauger in den Saugstutzen des Saugschuhs
-
das Planfräsprogramm darf mit max. 20% Vorschub gefahren werden, weil es sonst zu schnell ins Material taucht
-
ggf. muss der Planfräsjob 2-3x ausgeführt werden. Insbesondere ein kompletter Bettwechsel erfordert in der Regel mindestens 2 Durchgänge. Andernfalls gibt es u.U. Stellen, die vom Fräser nicht erwischt werden (zu flach)
Neue Opferplatte herstellen:
- alte Platte abschrauben
- auf Formatkreissäge neue Platte mit Maßen der alten Platte sägen (Anschläge zum schnellen Erfassen der Maße verwenden)
- Alte Platte auf neue Platte auflegen und mit 3mm Holzbohrer die Schraubenpositionen durchbohren
- Vertiefungen mit kleinem Forstnerbohrer einbohren
- neue Platte auf das Maschinenbett aufschrauben (von der Mitte nach außen, damit keine Verwerfungen/Spannungen in der Platte entstehen)


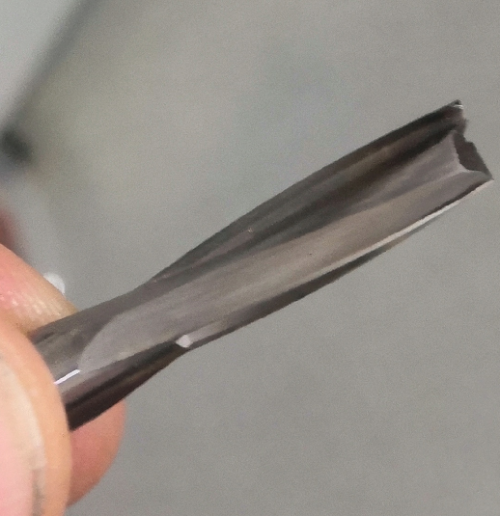
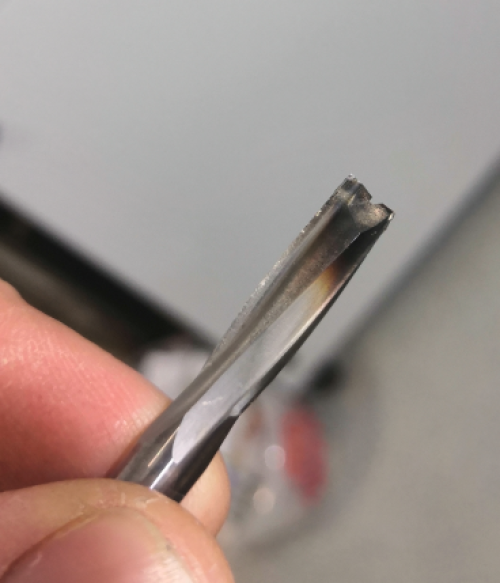
Fräser reinigen
Nach einigen Fräsvorgängen sieht der Fräser häufig schwarz aus. Das können entweder Abbrand/Anlauffarben sein oder Harz. Letzteres lässt sich mit Bref oder Backofenspray entfernen. Dazu legen wir den Fräser ein und bürsten ihn nach ein paar Stunden mit Stahlwolle ab. Auf Bref kann auch verzichtet werden, wenn es mal schnell gehen soll. Dann reicht Stahlwolle allein.
Nach einigen Fräsvorgängen

Nach der Reinigung