CNC-Portalfräse "Karlowitz"
Eine ältere, aber funktionierende DIY CNC-Fräse mit Estlcam und PlanetCNC Steuerung.
- Features in Kurzform
- Intro / Übersicht
- Änderungsprotokoll
- Regelmäßige und außerplanmäßige Wartung
- Spindelhalter, Spannzangen (ER11 Aufnahme) und Fräser
- Absaugschuh, Zyklonvorabscheider, Staubsauger
- Programmierung und Software
- GCode Snippets TNGv2
- Fräsaufwand und Kalkulation
Features in Kurzform
Leistung und Genauigkeit
-
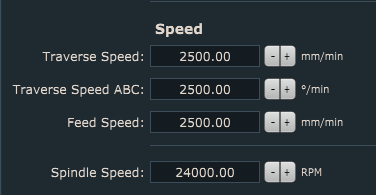
Reisegeschwindigkeit: 2500 mm/min
-
max. Fräsgeschwindigkeit: 2800 mm/min
-
Genauigkeit: +-0,1mm → Beispiel: für eine Tasche mit 6,2mm Sollmaß erreichen wir ein garantiertes Endmaß von 6,4mm
-
Drehzahlbereich Spindel: 6000 ... 24000 RPM
-
max. empfohlene Zustelltiefe je Fräsbahn: 3mm
(aus Stabilitäts-, Vorschub- und Genauigkeitsgründen)
Abmessungen
-
Maximalmaß Werkstück: 960 x 500 x 50 mm
-
maximale Einfräs- bzw. Durchfrästiefe: 20 mm (begrent durch Fräser)
-
Spannzangensystem ER11: 1 .. 7 mm
-
Verfügbare Fräser: 1 .. 6 mm Durchmesser
Werkstoffe
-
Hartholz (z.B. Buche, Eiche)
-
Weichholz (z.B. Linde, Kiefer)
-
MDF
-
nicht geeignet für Kunststoff oder Metall (keine passenden Fräser, keine geeignete Mülltrennung der Späne)
Modi
-
2D-Konturfräsen (Eingravieren, Durchfräsen)
-
2,5D-Fräsen (räumliche Formen/Pools einseitig oder beidseitig durch zwischenzeitliches Umspannen des Werkstücks)
Weitere Features
-
Dreiachsige Portalfräse (H-Bot)
-
elektrischer Z-Taster für exakten Oberflächennullversatz
-
Opferplatte aus MDF (kein Vakuumtisch)
-
Späneabsaugung mit Saugschuh
Intro / Übersicht
Parameter und Dimensionen
-
Dreiachsige Portalfräse mit Z-Probe, Opferplatte aus MDF (kein Vakuumtisch), mit Späneabsaugung
-
Fräse hat 3 voneinander unabhängige Achsen (X über Riemen, Y über einen weiteren Riemen, Z über Spindel)
-
Unterstützt 2D-Konturfräsen und 3D-Fräsen (räumliche Formen/Pools einseitig oder beidseitig durch zwischenzeitliches Umspannen des Werkstücks)
-
Dimensionen (ermittelt am 23.11.2021)
-
Max. Gantry-Movements: x=1040mm y=545mm z=60mm
-
Max. reelle Bauraum XY:
-
x=980mm (wegen Kollisionen zwischen Spindelhalter und Maschinengerüst, sowie in der Luft hängender Fräser)
-
y=520mm (Spindelwerkzeug erst ab ca. y=25mm auf dem Bett)
-
Größe der Fräsauflage (Opferplatte): 1000 x 570mm (mit ca. 10mm Überfräsrand, überstehend unten und rechts)
-
Bauteile müssen etwas kleiner dimensioniert werden, da Einspannrand benötigt wird (je nach Holz; empfohlen min. 2 cm je Seite)
-
resultierende Empfehlung Maximalmaß Werkstück: 960 x 500 mm
-
-
Max reelle Bauraum Z:
-
Der Bauraum Z ist beschränkt durch zahlreiche Faktoren:
-
die Limitschalter Z+ und Z-,
-
die Höhe der überfrästen Grundplatte,
-
den eingespannte Fräser (Schnittlänge),
-
die Absaugplatte (Saugschuh),
-
die Unterkante des Spindelhalters,
-
den Z-Achsenblock,
-
die benötigte Höhe zum Fräserwechseln,
-
den notwendigen Sicherheitsabstand über dem Bauteil,
-
die käuflichen Fräser (max. Maße, insbesondere Fräserlänge, Schneidtiefe und Durchmesser) in Abstimmung mit Spindel und Spannzange,
-
Erscheinungen wie Fräserkreisen oder Fräserbruch,
-
die geringere Kraftaufnahme des Maschinengestells
-
-
… resultierend daraus schließen wir:
-
maximale Werkstückdicke zum Auflegen: 40 … 50 mm
-
maximale Einfrästiefe bzw. Durchfrästiefe: 20 mm (da es für 6mm Spannzangen keine Fräser mit Schneidlänge größer 20mm gibt!)
-
-
-
-
Genauigkeiten:
-
Zustellgenauigkeit der Achsen: ca. +-0,1mm (Zahnriemen haben ca. +-0,05mm „Umlenkspiel“ (siehe Video)) - ermittelt am 13.12.2021
-
Fräsgenauigkeit hängt ab von Maschinengestell und Gegenlauf/Gleichlauf, sowie diversen anderen Faktoren. Wir erreichen mit unserer Fräse eine Genauigkeit von +0,1mm je Kante → für eine Tasche oder einen Außensteg von z.B. 6,2mm Sollmaß erreichen wir eine garantierte Genauigkeit von 6,4mm (aber meistens besser)
-
-
Fräser
-
Spannzangen: 1 - 7 mm; Verfügbare Fräser von 1 bis 6 mm Fräsdurchmesser und 20 mm Schneidlänge
-
Ausräumen größerer Taschen sehr aufwendig, da maximaler Fräserdurchmesser 6 mm (und Drehzahlbereich 6000 RPM bis 24000 RPM → viele größere Fräser erfordern geringere Drezahlen!)
-
max. empfohlene Zustelltiefe je Fräsbahn 3mm (aus Stabilitäts-, Vorschhub- und Genauigkeitsgründen)
-
-
Geschwindigkeiten/Wege (zuletzt angepasst am 10.12.2021):
-
Homing Speed = 1800 mm/min (defininiert in PlanetCNC TNG)
-
Travel (traverse) Speed = 2500 mm/min (defininiert in PlanetCNC TNG)
-
Cutting Speed = max. 2800 mm/min (definiert in Estlcam)
-
max. erreichbarer Speed mit Elektronik und Hardware = nicht getestet; vermutlich < 5000 mm/min (ruckelig ab ca. 3000 mm/min)
-
Single Stepping (Tastatur) = 0,1mm
-
-
Materialien:
-
Fräsbare Materialien: Hartholz (z.B. Buche), Weichholz (Linde, Kiefer), z.B., MDF
-
Nicht fräsbar („aus Prinzip“, wegen mangelnden Fräsern, wegen schwieriger Mülltrennung (Holzspäne + Kunststoffspäne Mix, mangelnde Gestellsteifigkeit bzw. Spindelleistung): Kunststoffe, Metalle
-
-
Modi:
-
Eingravieren
-
Durchfräsen
-
Die „Kotzgrenze“ an Höhe:

Es sind gerade noch so ca. 5mm Sicherheitsabstand zwischen Fräser (hier 6mm Fräser von Sorotec) über dem 22mm dicken Holzbauteil (bei aktueller Planfräsung der Opferplatte)
Todos
- Messuhr an Z-Achse anbringen
- error pin deaktivieren inverted,not enabled
- Fräsparameter für Schlichten und Bohren eintragen
-
Staubsaugerbeutel wiederverwendbar machen/tauschen
-
https://www.smarticular.net/staubsaugerbeutel-selber-machen-naehen
-
Staubsaugerbeutel: Länge x Breite: 225 x 195 mm Loch: 46 mm
-
-
Saugschuh mit 2 Rundstangen und Fixierschrauben höhenverstellbar machen → bei großen Fräsern oder dicken Platten greift die Absaugung erst nach der dritten oder vierten Fräsbahn ein
-
Backlash X/Y prüfen
-
Doku:
-
wichtig: Befestigungsschrauben auf der platte immer bündig. falls kopf rausguckt, dann pot. kollisionsgefahr mit spannzange/aufnahme an der spindel
-
min garantierte Toleranzen: +0,3mm (6,2mm ist max. 6,5mm groß)
-
-
sehr guter artikel: https://einfach-cnc.de/genauigkeit-der-maschine
-
Saugschlauch befestigen, um ungewollte Kolision zu vermeiden
-
Pool-Fräsungen in Estlcam: in X oder Y abzeilen erzeugt GCode, der das Werkzeug gleich mit voller Tiefe eintauchen lässt. Warum? Wie ändern? aktueller fix: Option „Konturparallel“ auswählen
Allgemeine Nachteile
- Genauigkeit begrenzt durch wabbeliges Holzgestell, vibrierende Riemen, Umkehrspiel, etc.
- relativ langsame Maschine
- kein Werkzeugwechsler
- Spänesauger geht nur ab 3 Volt Eingangsspannung (bei niedrigen Drehzahlen keine Absaugung)
- minimale Drehzahl 6000 RPM (zu hoch für einige Fräsprogramme)
- maximale Drehzahl 24000 RPM (zu gering für einige Fräsprogramme)
- Kraftaufnahme gering
- Fräserauswahl begrenzt durch ER11 Aufnahme
- begrenzte Materialhöhe
PlanetCNC MK3/4 Kanäle (Inputs, Outputs)
- Z-Sensor (Kupferplatine und Maulklemme) = Input 1
- Limit Switches
-
1. X = 1 (+ und -)
-
2. Y = 2 (+ und -)
-
3. Z = 3 (+ und -)
-
-
Output 1 = Drehzahl PWM (lila
-
Output 2 = CW/CCW (gelb
-
Output 6 = Spindel an/aus (orange) → Hiermit ist der Staubsauger gekoppelt. geht nur an. Hinweis: Die Spindel kann auch ohne Pin 6 aktiviert werden, allerdings ist ihr dann keine Leistung zugeschalten und der Staubsauger geht nicht an
Elektronik - Aktoren/Sensoren und Mechanik
-
mit Netzfilter
-
6x Endschalter (2 je Achse)
-
2x Solid State Relais SSR-40DA 3-32V DC von Fotek
-
1x abgeklemmt
-
1x für Steckdosen (blau) auf Rückseite > Für Staubsauger und noch ggf. einen weiteren Verbraucher, der mit Spindeleinschalten getriggert werden soll
-
Boards/Controller
- 1x PlanetCNC Mk3/4 Controller
-
4 axes controller for stepper and servo motors
-
USB connection (KEIN Ethernet-Anschluss vorhanden) - 2m Kabel OHNE Ferrit-Kern, aber gut geschirmt
-
110 kHz maximum step frequency
-
25 us minimum pulse width, 50% duty cycle at higher frequencies
-
3 digital outputs on board
-
3 PWM capable outputs with selectable frequency (10Hz to 500kHz)
-
3 outputs with support for RC servo motors
-
jogging keyboard support with speed potentiometer, shift, step and spindle sync feature
-
4 limit switches with shift feature
-
4 digital inputs on board, filtered and protected
-
spindle encoder and index signal support for spindle synchronization
-
SD card support for running g-code without computer
-
control external devices with I2C and UART protocol 4
-
homing procedure
-
tool change procedure
-
tool length sensor support
-
sensor for capturing and measuring
-
digitizing probe support
-
H-bot kinematics support
-
transformation matrix
-
soft limits
-
slave axes
-
backlash compensation
-
screw terminal connectors for connecting motor drivers, inputs and outputs
-
-
1x Output Board V4.0 von PlanetCNC
-
Relais auf Output-Modul: Song Chuan 899-1C-F-S
-
-
1x Schrittmotorensteuerung MDLCNC-T4V4 von Modellbau Letmathe
-
X und Y in 1/16 Schritt konfiguriert (Dip 3 off, Dip 4 on)
-
Kühllüfter Shenshida SD4010S12M 12V 0,12
-
-
1x Wireless Handrad WHB04-1404 von XHC (mit USB zu Wifi Dongle)
-
von FabLab Chemnitz ausgeborgt
-
aktuell nicht funktionsfähig mit PlanetCNC, aber Harware i.O.
-
Netzteile
-
1x Schaltnetzteil S-350-36 34V (Versorgung für Stepper Motoren und MDLCNC Board)
-
1x Netzteil 12V 2A (Versorgung für Output Board)
-
1x Netzteil 16V 3,36A (Versorgung für PlanetCNC Mk3/4 Board)
Weitere Komponenten
- 2x Lüfter 230V, 0,007A Sunon SF230080AT 2082HSL.GN (Gehäuselüfter)
-
2x Stecksicherungen 6,3 A/F (flink) - auf Gehäuserückseite
-
1x Staubsauger MC-E752 von Panasonic (max. 1200W) - nicht beutellos!
-
4x bipolare Stepper - Nema 23 x 76 mm - 190Ncm - 3,0 A - 1,8° Schrittwinkel von Letmathe
-
Relais und Schalter
-
1x Not-Aus Schalter
-
1x An/Aus Schalter für PlanetCNC Controller
-
1x Steckrelais 55.34.8.230.0040 von finder (Schaltung für die beiden blauen Steckdosen auf Gehäuserückseite)
-
-
1x Spindel 65x208 1.5kW 220V 8A 400HZ
-
Fixierung in Spindelhalter mit Sechskantschlüssel 6mm
-
min. Drehzahl 1 UPM (nach Handbuch), jedoch 6000 UPM nach Frequenzumrichter!
-
max. Drehzahl 24000 UPM @ 400Hz
-
Power Interface: GX16
-
kompatible Spannzangen: ER11
-
Max. Fräserdurchmesser (Schaftdurchmesser): 7mm
-
Runout off < 0,005mm
-
Stromaufnahme 8A
-
Torque: 0,5Nm (geschätzt, aus anderen Datenblättern entnommen)
-
Schrägkugellager 2X7002C P4 (DT) und 2X7002C (P4)
-
-
1x Frequenzumrichter HY01D523B VFD (Variable Frequency Drive) Inverter
-
Spannung: 220V
-
Nennleistung: 1.5KW
-
Stromaufnahme: 7A
-
Frequenzbereich: 0-400Hz
-
24V Lüfter zur Kühlung (Installationsrichtung: Luftstrom wird aus dem Gehäuse ausgeblasen!)
-
-
Zahnriemen 2GT-6mm (2mm Teilung - KEINE MXL Riemen mit 2,032mm Teilung!)
-
Y-Achse:1650mm (gemessen) - mit 1580mm freiem Riemen / 70mm eingespannt (Halteblech)
-
X-Achse: 1400mm + 1400mm + 1400mm + 80mm + 80mm + Puffer = 6000mm
-
Riemenscheiben Zähnezahl (XY Achsen) = 18
-
Y-Achse
-
2x Stahlwelle 800mm - 16mm Durchmesser
-
4x Linearlager: TBR16UU (beidseitig abgedichtet) Größe: ca. 62 x 42 x 29mm - 4 Kugelreihen
-
-
X-Achse
-
2x Stahlwelle1400mm (X-Achse) - 25 mm Durchmesser
-
4x Linearlager: TBR25UU (beidseitig abgedichtet) Größe: ca. 82 x 65 x 41mm - 4 Kugelreihen
-
-
-
1/16 Schritte, 2mm Zahnteilung (2GT), 18 Zähne, 1,8° Stepper, Faktor für Doppelriemen = 2 → 177,78
-
- Microsteps Z:
- Trapezgewindespindel RTS TR 12×3 rechts - 3mm Steigung, 1/16 Schritte, 1,8° Stepper → 1066,67
- Opferplatte
- 16mm starkes, eingefärbtes MDF (lässt sich gut spanen, ist weich, nimmt gut Schrauben auf)
- mit 9 Schrauben im Raster X=44cm, Y=22cm fixiert (von der Mitte nach außen fixieren!)
- Fixierschrauben auf 6mm Höhenniveau (Achtung: Fräser darf also max. 10mm tief ins Material eintauchen)
Ursachen und Lösungen für mech. Ungenauigkeiten (die man häufig im Frästeil sieht > z.B. Kreis ist ein Oval)
- ausgeschlackerte Kugellager in der Spindel
-
Fräser vibriert (zu lang eingespannt)
-
Zahnriemen nicht korrekt fixiert (wenn zu lasch, dann Überspringen möglich) - äußert sich z.B durch Stottergeräusche in eine oder beide Richtung (+, - oder +-): Während der Riemen auf der Antriebsseite gezogen wird, wird der auf der Abtriebsseite geschoben. Wenn die Abtriebsseite locker eingespannt ist, dann kommt es zum Überschnappen
-
Zahnriemen hat sich gedehnt/gerissen > Wechsel notwendig (bei Überdehnung entsteht Schlupf oder Ruckeln)
-
Zahnriemenspannung zu hoch (zu hoher mech. Widerstand)
-
schlechte Schmierung der Wellen
-
verdreckte Lager
-
Portalwellen schief (zu viel Reibung)
-
Zahnscheiben nicht korrekt befestigt (Winkelspiel auf Motorschaft) > Madenschrauben prüfen
-
Schrittverlust (Strom), z.B. durch
-
Elektrische Kontakte In Terminals wackeln
-
Überhitzung/Kühlungsfehler der Steuerung, Lüfter oder Steppertreiber
-
Kabelbruch
-
-
USB-Übertragungsfehler (siehe EStop & ErrorCount im Log)
-
GCode Fehler
-
Ruckelgeräusche können auch vom Stepper verursacht werden, diese sind normal (passiert z.B, wenn von Koordinate X=0, Y=0 zu X=0,1, Y=540 gefahren werden soll > viel Y-Weg, aber ganz geringe X-Interpolation!)
-
Riemenvibration
Dip Switch Config Stepper Treiber
XYZA Einstellungen sind alle gleich konfiguriert!
| Stepper | Decay | Schrittmodus | Phasenstrom |
| X | 50% Fast (1 = off, 2 = on) | 1/16 (3 = off, 4 = on) | 2,5 A (5 = off ,6 = off) |
| Y | 50% Fast (1 = off, 2 = on) | 1/16 (3 = off, 4 = on) | 2,5 A (5 = off ,6 = off) |
| Z | 50% Fast (1 = off, 2 = on) | 1/16 (3 = off, 4 = on) | 2,5 A (5 = off ,6 = off) |
| A | 50% Fast (1 = off, 2 = on) | 1/16 (3 = off, 4 = on) | 2,5 A (5 = off ,6 = off) |
Hinweise:
-
Die Step Width (Schrittweite) in TNGv2 hat offenbar keinen fühlbaren Einfluss auf die Bewegung. Eingestellt sind 30µs
-
„Nur wenn die Motoren ausschließlich langsam laufen, ist auf Slow Decay einzustellen. Umgekehrt gilt, wenn die Motoren ausschließlich schnell laufen, ist auf Fast Decay zu stellen. Für Universalbetrieb ist die Mittelstellung zu empfehlen“ → (50%)
-
Slow Decay vs Fast Decay → https://www.motioncontroltips.com/what-is-current-decay-in-a-stepper-drive
Steuer-PC
-
Windows 10 Pro
- RAM: 8 GB RAM (4 Module a 2 von HP)
- CPU: Intel CPU G640 2,80
- Board: Fujitsu D3161-A1
- System: Fujitsu Esprimo E710 E85+
- HDD: Samsung EVO 860 500GB
Stromverbrauchsmessungen
| Verbraucher | Gemessener Leistungsbedarf |
| LED-Lampe | 3 W |
| Steckdosenleiste mit Netzfilter + PC-Monitor im Standby + Frequenzumrichter im Standby | 12 W |
| Steuerung eingeschalten (Grundstrom auf Schrittmotoren) | 60 W |
| PC an + Monitor an + Frequenzumrichter im Standby | 103 W |
| PC an + Monitor an + Frequenzumrichter im Standby + Steuerung eingeschalten (Grundstrom auf Schrittmotoren) | 163 W |
| Steppermotor XYZ (einzelner) | 30 W |
| PC an + Monitor an + Frequenzumrichter im Standby + Steuerung eingeschalten + XY Stepper Movement | 230 W |
| PC an + Monitor an + Frequenzumrichter im Standby + Steuerung eingeschalten + Spindel an (24000 UPM) | 260 W |
| PC an + Monitor an + Fräse im Betrieb (Spindel 24000 UPM, Werkzeug im Material, XY-Stepper in Bewegung) | 330 W |
| Staubsauger Festool CTI I Mini auf Stufe 5/5 (niedrigere Stufen saugen weniger gut) | 1200 W (minimium 350 Watt auf Stufe 1) |
Änderungsprotokoll
- 11.04.2023 (Mario)
- Firmware und Software Update auf TNG v2 2023.03.30
-
20.03.2023 (Mario)
-
Update Estlcam auf 11.245
-
-
07.03.2023 (Mario)
-
Firmware und Software Update auf TNG v2 2023.02.20
-
-
20.02.2023 (Mario)
-
neue Opferplatte anfertigen, montieren, planfräsen (2 Durchgänge je 1mm)
-
Saugschuh noch weiter mit Bandsäge verkürzt, damit dieser nicht mehr beim Planfräsprogramm kollidiert
-
-
15.01.2023 (Mario)
-
Firmware und Software Update auf TNG v2 2023.01.04
-
-
14.02.2022 (Mario)
-
Firmware und Software Update auf TNG v2 2022.02.10
-
X und Z Endschalter alle festgeklebt (Kabel hatten Wackelkontakte)
-
Z-Max Endstop getauscht
-
Wartung Staubsauger (ausblasen, Beutelwechsel)
-
-
03.02.2022 (Mario)
-
Y-min Endschalterkabel mit Heißleim fixiert, weil ein Wackelkontakt während der Fräsvorgänge mehrere Frässtopps getriggert hat
-
2x Schrauben in Opferplatte getauscht (größerer Schraubenkopf), weil locker geworden
-
Estlcam:
-
Sicherheitshöhe von 5mm auf 1mm gestellt (weil +5mm bereits obehalb der Endschaltergrenze liegt!)
-
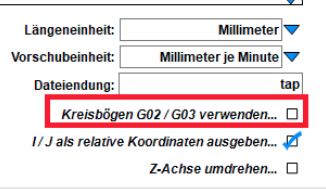
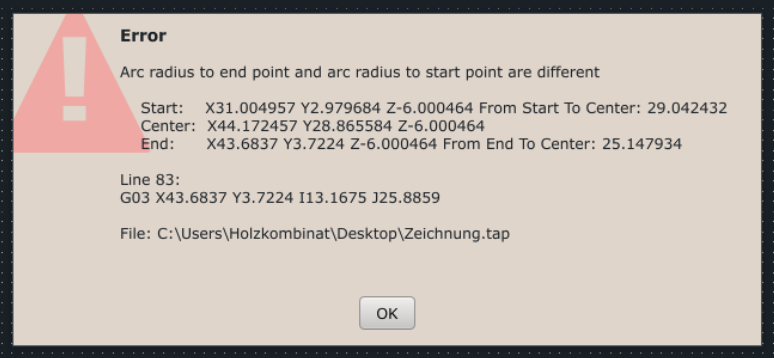
Kreisbögen G02/G03 deaktiviert, da diese von PlanetCNC nicht korrekt unterstützt werden und zu Fehlern beim Fräsen führen. Diese Option wurde sozusagen wieder rückgängig gemacht
-

-
- Fehler in PlanetCNC TNG v2:
-
-
Kreisbögen G02/G03 in EstlCam aktiviert
-
Min RPM auf 6000 in EstlCam gesetzt
-
PlanetCNC Traverse Speeds angepasst (G00/G01 Moves beschleunigt)
-

-
Saugschlauch länger auf Bett gezogen
-
-
-
18.12.2021 (Mario)
-
leichte Backlash-Compensation XY in Firmware hinterlegt (TNGv2)
-
-
13.12.2021 (Mario)
-
500mm Messleiste gelasert (zur Kalibrierung via 1mm Fräser als „Messspitze“. Siehe Fotos/Videos)
-
XYZ Steps neu kalibriert via gelasertem Messlineal (X+Y) und Messuhr (Z):
-
X alt = 177,885, X neu = 177,520 (0,2% Abweichnung zu vorher) > gemessen ca.1,2mm Abweichung auf 500mm
-
Y alt = 177,153, Y neu = 176,800 (0,2% Abweichnung zu vorher) > gemessen ca. 0,6mm Abweichung auf 500mm
-
Z alt = 1069,045, Z neu = 1077,000 (0,74% Abweichnung zu vorher)
-
-
-
10.12.2021 (Mario)
- Wellen gefettet (XYZ)
- Z-Probe in Firmware konfiguriert
- Spindeldrehzahlen TNGv2 mit Frequenzumrichter abgeglichen (6000 .. 24000 UPM)
- Fräserregal mit Nummerierung hergestellt
- Max. Fräservorschub von 3000 mm/min auf 2800 mm/min reduziert (TNGv2 und Estlcam)
- CNC USB Controller deinstalliert
- 08.12.2021 (Mario)
- Migration CNC USB Controller zu TNGv2
- 07.12.2021 (Mario)
- Fixierschrauben sortiert
- Not-Aus Schalter auf Maschine befestigt
- 06.12.2021 (Mario)
- Fräsentisch an Wand befestigt (mit 3 Winkeln)
- Frontblende hergestellt (schützt Zahnriemen vor unvorsichtigem Berühren im Betrieb)
- Fräser Sorotec 3mm 2-Schneider zerstört (Fräser zersprungen; nicht verglüht - nach ca. 60 Fräsminuten bzw. Gesamtüberlebensdauer von 2 Stunden nominell)
- 05.12.2021 (Mario)
- SSR an Output Board angeschlossen, um linke Steckdose auf Rückseite mit Spindel an/aus zu koppeln (funktioniert nun)
- Intensivreinigung Steuer-PC, CNC Steuerung, Frequenzumrichter
- Lüfter in Frequenzumrichter von innen gereinigt und geölt
- CNC Treiberboard: Lüfter aufgeschraubt (statt geklebt) und von innen gereinigt und geölt
- X-Antrieb: Energiekette auf Tischhinterseite verlagert
- X-Riemen auf Kugellager aufgelegt (war um 90° verdrillt)
- Homing Speed von 500mm/min auf 1500mm/min angehoben
- 01.12.2021 (Mario)
- Y-Riemen gewechselt und Riemenspannung angepasst
- Saugschuh-Fixierschraube getauscht (neuer Griff, kürzerere Schraube)
- 29.11.2021 (Mario)
- Y-Achse auseinandergelegt (zum Riemen wechseln)
- 26.11.2021 (Mario)
- Riemenspannung Y verändert (verstärkt). Zahnriemen dabei Schaden erlitten (minderwertiger Zahnriemen) - hierzu Spannvorrichtung gebaut und Langlochnut erzeugt
- Absaugschuh modifiziert (Vivak-Visier gelasert; geeignete Aussparungen im Holz erzeugt)
- 24.11.2021 (Mario)
- Riemenspannung X verändert: um 4 Zähne versetzt (enger gemacht) - Markierung mit grünem Tape erstellt (alte Position)
- Saugschuh angefangen zu modifizieren
- 09.11.2021 (Mario)
- PlanetCNC Mk3/4 Firmware Upgrade → neuen Lizenzcode bei PlanetCNC via Mail angefragt
- Software Updates (Estlcam, PlanetCNC TNG, Inkscape, NotePad++, Winrar, …)
- 07.11.2021 (Mario)
- Endschalter X-min und X-max angepasst → neue Holzblöcke zugesägt und angeschraubt
- Energiekette Y-Achse mit Stützwinkel abgesichert
- Energiekette X-Achse - Kollision mit Zahnriemen reduziert (neuer Holzblock)
Regelmäßige und außerplanmäßige Wartung
-
Gleitwellen schmieren
-
Riemen auf Überdehnung prüfen
-
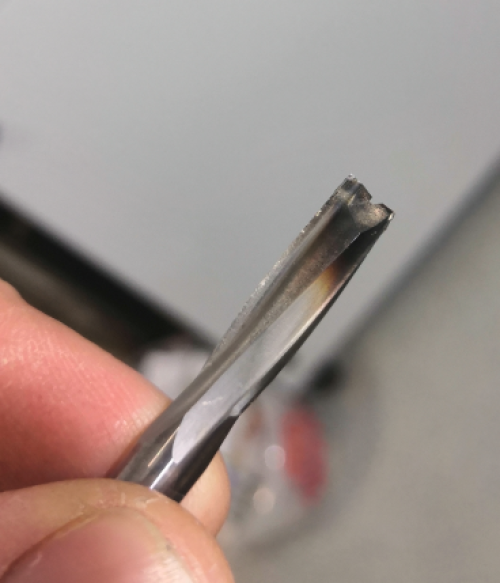
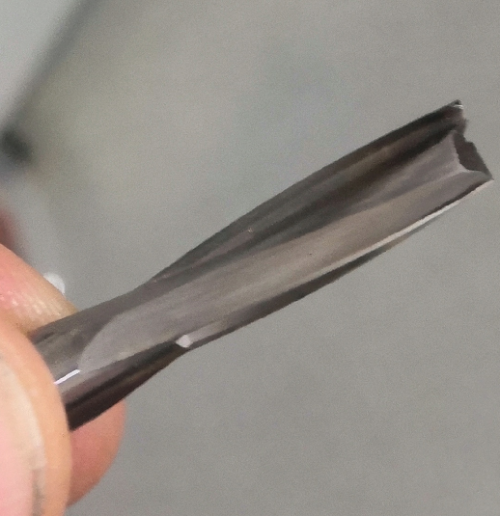
Fräser auf Abbrand/Unschärfe/Ausbrüche in Schneidekontur prüfen
-
Prüfen der Endschalterpositionen (ggf. können die Winkel verbiegen)
-
Staub von LM-UU Lagern entfernen
-
Zyklonvorabscheider ausleeren
-
Staubsaugerbeutel ausleeren (im Schnitt alle 5-10 größere Fräsvorgänge)
-
Steuerung/PC/Frequenzumrichter entstauben
-
ggf. Lüfter ölen/reinigen
-
Bett planfräsen (dauert ca. 60-120 Minuten für 1-2x Durchgang)
Riemen wechseln
Vorsicht: Die Zahnriemen reißen schnell, wenn die Maschine zu stark belastet wird (Fräser bleibt stecken, während Gantry sich bewegt). Außerdem dürfen sie weder zu lasch (zu viel Versatzspiel), noch zu stramm gespannt werden (Verformung, Risse)
Schraubenschlüssel mit Weite 8mm/10mm nötig!
-
Riemenrolle bei Y.min lösen/lockern
-
Riemendeckel öffnen (3x Sechskantschraube) - Luke ist neu
-
Mikroschritte neu kalibrieren. Je nach Einspannung des Riemens sind die Werte erwiesenermaßen jedes Mal anders!
XY-Achsen Mikroschritte kalibrieren
Die Zahnriemen, insbesondere X, haben ein gewisses „Rückstellspiel“, da die Riemen recht lang sind. Die Dehnung lässt sich nicht komplett nullen. Das Spiel beträgt ca. 0,05mm je Richtung. Wir messen die Schrittabweichung mit einem 500mm langen Lineal, um ein möglichst langes Konfidenzintervall zu haben.
-
Gravierstichel 1mm (sehr sehr spitz) einspannen
-
Stichel an X=0 ausrichten
-
Versatz in TNGv2 auf Null setzen
-
G0 X500 ausführen
-
Differenzmessung mit Messschieber ausführen
-
G0 X0 ausführen
-
Schritte mit Messdaten neu berechnen und in Firmware eintragen
-
X-Achse erneut nullen
-
diese Schritte wiederholen, bis G0 X500 exakt erreicht wird
Das gleiche Vorgehen nutzen wir für die Y-Achse. Hier nutzen wir den Gravierstichel zum Ausrichten des Lineals. Wir spannen das Lineal in Y=0 per Schraube fest und stellen dann den Winkel ein. Anschließend schrauben wir eine zweite Schraube ins Lineal, um es auf der Opferplatte zu fixieren.
Z-Achse Mikroschritte kalibrieren
- Spindel entfernen oder Fräser entfernen
- Messuhr mit Magnet anhängen
- Messuhr auf Oberfläche fahren. Messkugel darf die Oberfläche berühren, aber nicht ausschlagen
- Z=0 setzen
- G0 Z10 ausführen
- Abweichung bestimmen
- G0 Z0 ausführen
- neue Schrittwerte in Firmware eintragen
- Z=0 erneut setzen
Formel zur Neukalkulation der Schritte pro Millimeter:
-
(hinterlegte steps/mm * via Kommando gefahrene Millimeter) / gemessene Millimeter = neue steps/mm
Z-Höhe während Fräsvorgang justieren
- Job stoppen
- GCode-Zeile merken, wo stehen geblieben
- G0 Z0 (Auf Null fahren)
- Z-Ebene anpassen auf neuen Verastz, z.B. `G0 Z0.6` und Z-Wert nullen
- G0 Z5 (Sicherheitsabstand herstellen)
- Job fortführen (Spindel vorher ein)
Bett planfräsen
-
Opferplatte aus MDF
-
Spezielles Fräsprogramm ist auf Synology NAS zu finden (Wir nutzen den Planfräser mit 30mm Durchmesser).
-
Fräsdauer ca. 30-60 Minuten je Job (jeweils 1mm Frästiefe)
Vorsicht/Hinweise:
- Vor dem Fräsen zu prüfen, ob alle Schrauben der Opferplatte noch fest sitzen. Wenn sich die Platte bereits unkontrolliert nach oben wölbt, dann werden die Überfräsergebnisse unbrauchbar.
-
Fräsprogramm ist so angelegt, dass die Maschine direkt vom mit den Endschalterendlagen deckenden Nullpunkt gestartet werden kann (d.h. Homing ausführen und starten. Es ist kein zusätzlicher XY-Versatz notwendig. Nur die Z-Koordinate muss gesetzt werden)
-
wir lassen unten und rechts je ca. 1cm Randstreifen stehen (gute Werkstückanlegekanten)!
-
Das Fräsprogramm sollte unbedingt vorher ohne Fräser oder mit Fräser im Stillstand in einer höheren Z-Ebene ausprobiert werden (alle Kanten/Ecken prüfen → maximale GCode Ausmaße abprüfen um zu verhindern, dass der Fräser in benachbarte Schraubenköpfe einfräst)
-
Es entsteht viel Feinstaub. Muss gut abgesaugt werden.
-
Staubsauger muss manuell angeschalten werden, weil die notwendige Drehzahl nicht erreicht wird, um das Relais zu schalten. Wir stecken deshalb einen externen Staubsauger in den Saugstutzen des Saugschuhs
-
das Planfräsprogramm darf mit max. 20% Vorschub gefahren werden, weil es sonst zu schnell ins Material taucht
-
ggf. muss der Planfräsjob 2-3x ausgeführt werden. Insbesondere ein kompletter Bettwechsel erfordert in der Regel mindestens 2 Durchgänge. Andernfalls gibt es u.U. Stellen, die vom Fräser nicht erwischt werden (zu flach)
Neue Opferplatte herstellen:
- alte Platte abschrauben
- auf Formatkreissäge neue Platte mit Maßen der alten Platte sägen (Anschläge zum schnellen Erfassen der Maße verwenden)
- Alte Platte auf neue Platte auflegen und mit 3mm Holzbohrer die Schraubenpositionen durchbohren
- Vertiefungen mit kleinem Forstnerbohrer einbohren
- neue Platte auf das Maschinenbett aufschrauben (von der Mitte nach außen, damit keine Verwerfungen/Spannungen in der Platte entstehen)


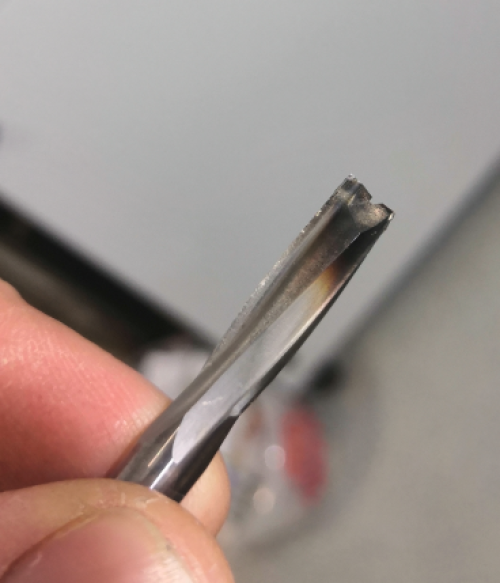
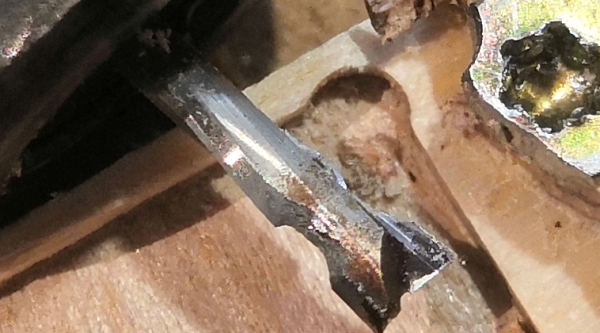
Fräser reinigen
Nach einigen Fräsvorgängen sieht der Fräser häufig schwarz aus. Das können entweder Abbrand/Anlauffarben sein oder Harz. Letzteres lässt sich mit Bref oder Backofenspray entfernen. Dazu legen wir den Fräser ein und bürsten ihn nach ein paar Stunden mit Stahlwolle ab. Auf Bref kann auch verzichtet werden, wenn es mal schnell gehen soll. Dann reicht Stahlwolle allein.
Nach einigen Fräsvorgängen

Nach der Reinigung
Spindelhalter, Spannzangen (ER11 Aufnahme) und Fräser
Spindehalter mit 3 Schrauben: obere und untere Schrauben dienen zum Festklemmen; mit der mittleren kann der Block aufgespreizt werden, sodass die Spindel komplett durchgeschoben werden kann (nicht benötigt)
Aufnahme der Spindel: Standardrechtsgewinde, Feingewinde - Festschrauben mit 13er und 17er Schlüssel - max. Einspanntiefe des Fräsers (inkl. Spannzange) ca. 50mm (ohne Zange ca. 43mm). D.h. ein Dräser mit länge 60mm blickt minimal 10mm aus der Zange heraus. Das empfohlene Anzugsmoment für ER11 Collets siehe https://www.tapmatic.de/service/spannen-er-spannzangen.
Falls der Z-Abstand nicht ausreicht, um den Fräser zu löse, dann den Werkzeugkopf nach X=0 fahren und/oder den Absaugschuh entfernen; zur Not die Spindel aus dem Halter lösen.
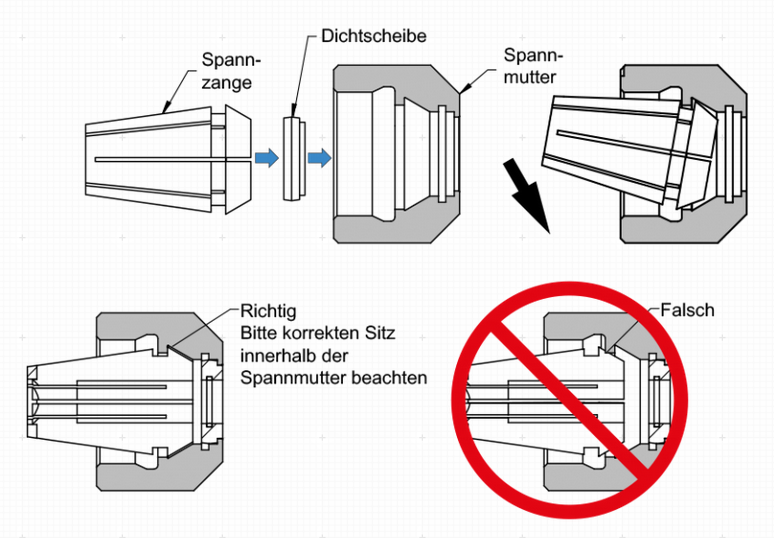
WARNUNG: Die Spannzange muss das schwarze Futter hörbar einklicken (siehe Fotos falsch/richtig)!
-
1,0 mm
-
1,5 mm
-
2,0 mm
-
2,5 mm
-
3,0 mm (2 Stück)
-
3,175 mm (1/8„)
-
3,5 mm NICHT VORHANDEN!
-
4,0 mm
-
4,5 mm
-
5,0 mm
-
5,5 mm
-
6,0 mm (3 Stück)
-
6,5 mm
-
7,0 mm
Minimale Einspanntiefe der Fräser
Wählen Sie einen möglichst kurzen Fräser und spannen Sie diesen soweit wie möglich ein. Es sollte wenigstens so tief wie die Einspannzange eingespannt werden (Höhe der ER11 Zangen beträgt 18mm).
Vorhandene Fräser → siehe LibreOffice Tabelle in Seafile
Empfohlene Parameter Gravierstichel: https://www.sorotec.de/shop/Zerspanungswerkzeuge/sorotec-werkzeuge/Gravurwerkzeuge/Gravierstichel--Standard-/?language=d
Gleichlauf (coventional milling) oder Gegenlauf (climb milling)?
Gleichlauf und Gegenlauf einzustellen hat nur Einfluss auf die Fräsqualität an einer Kante. Am Boden von Taschen oder bei Volleingriff in einer Nut gibt es kaum Auswirkungen. Bei Taschen wäre Gleich- oder Gegenlauf nur für den letzten äußersten Werkzeugweg interessant. Beim Räumen der Tasche selbst ist das egal, denn dort zählt nur die axiale Schneide des Fräsers.
Gegenlauffräsen (> bei uns eingestellt!)
Der Fräser hebt zum Ende des Schneideneingriffs einen größer werdenden Span ab. Sinnvoll ist das bei wabbeligen Maschinen, denn der Antrieb muss gegen einen größeren Widerstand arbeiten und so wird ein Spiel im Antrieb „zusammengedrückt“. Die Kante kann glatt aber wellig werden. Durch den Gleitvorgang der Schneide vor dem Eintauchen ist die Standzeit des Werkzeugs um einiges niedriger. Bei flexiblen Materialien dringt ein scharfer Fräser leichter ins Material ein.
Gleichlauffräsen
Der Span ist am Anfang dicker und zum Ende des Eingriffs hin dünner. Es entsteht bei einer stabilen Maschine eine glattere Kante, aber Gleichlauffräsen benötigt eine stabilere Maschine. Die Maschine darf kein Spiel haben, sonst entstehen viel größere Resonanzen. Ist Spiel irgendwo im Antrieb oder ist die Maschine weich, wird es immer größere Resonanzen als beim Gegenlauf geben. Ich denke eine Maschine aus MPX zählt eher nicht zu den stabilen Fräsen. Die Standzeiten der Fräser sind höher als beim Gegenlauffräsen. Der Effekt benötigt aber eine stabile Maschine, entstehen Resonanzen ist die Gefahr von Mikroschneidenausbrüchen größer. Für ein gutes Ergebnis bei flexiblen Materialien muss ein Fräser sehr scharf sein sonst prallt er am Material ab.
Feststellung vom 12.01.2022 an Hand eines 40,00 x 40,00 mm Vierecks:
-
Im Gegenlauf wich der X-Wert (39,70 mm) um ca. 0,2-0,3 mm ab, während der Y-Wert sehr genau war (auf zweite Nachkommastelle → 40,00 mm)
-
Im Gleichlauf wich der Y-Wert (40,30 mm) um ca. 0,2-0,3 mm ab, während der X-Wert sehr genau war (auf zweite Nachkommastelle → 40,00 mm)
Grundregeln und Ursachen und Lösungen für kaputte Fräser/Fräserkreischen
Grundregeln
-
Holz benötigt hohe Schnittgeschwindigkeiten (je höher desto besser) - Bei Harthölzern kleinere und bei Weichhölzern größere Drehzahl (https://www.toptools24.de/drehzahl-fraeser)
- Max. Eintauchtiefe des Fräsers beim Fräsen (je Zustellung) 0,25 bis 2,0x Fräserdurchmesser (je nach Holzsorte)
- je kleiner der Durchmesser des Fräsers, desto höher die Umdrehungszahl
- je eher das Material schmilzt (Kunststoff), desto weniger Umdrehung/Schneiden
- je mehr ein Material splittern/fransen kann (Holz, langfaserig) desto mehr Umdrehung/Schneiden/Vorschub
- je tiefer die Zustellung, desto geringer der Vorschub und umgekehrt
- je größer der Durchmesser, desto stabiler der Fräser
- je kürzer die Schneide, desto stabiler der Fräser
- wird der Fräser schwarz, gibt es verschiedene Lösungen
- es ist in harten Materialien schonend für die Fräser, wenn man mit einem flacheren Eintauchwinkel in das Material fährt → Quelle
- Scharfe Fräser verwenden
- Trockenes Holz verwenden
- Bei zu geringer Schnittgeschwindigkeit und stumpfen Fräsern wird das Holz verbrennen
Drehzahlen in Abhängigkeit vom Durchmesser
| Durchmesser in mm | Max. Umdrehung / Minute |
| 1 - 24 | ~ 28.000 |
| 25 - 30 | ~ 24.000 |
| 31 - 50 | ~ 18.000 |
| 51 - 67 | ~ 16.000 |
| 68 - 90 | ~ 12.000 |
kaputte Fräser/Fräserkreischen (Gründe sind vielfältig)
-
zu viel Vorschub (zu viel Druck)
-
zu wenig Vorschub
-
zu viel Eintauchtiefe je Bahn (zu viel Spantiefe auf der Schneide)
-
stumpfer Fräser
-
Fräser zu lang eingespannt
-
Fräser nicht fest eingespannt
-
Gleichlauf vs. Gegenlauf, CW vs. CCW
-
andere mech. Einflüsse des Maschinenportals (z.B. Riemen oder Pulleys)
-
diese Liste liefert die passende Gegenmaßnahmen
-
bessere Fräser kaufen (keine Billigware)
-
homogenes Holz verwenden (ohne Astlöcher oder Störungen, da unterschiedliche Härte und Harzanteile)
-
Schlechter Spindelrundlauf (Kugellager, Einspannung der Zange im Konus) kann Resonanzgeräusche verursachen
-
Material ist schlecht eingespannt und vibriert mit
-
Ausbrüche in Fräserkontur (z.B. durch Kollision mit Schrauben)

Gute Späne vs schlechte Späne


Sinnvolle Fräser für die PlanetCNC Fräse
Auf Grund der vorhandenen Spannzangen können in der Regel nur Fräser von 1 bis 7 mm eingespannt werden. Die meisten Hersteller bieten Fräser von 1 bis 6 mm Durchmesser an. Die Schaftlängen variieren dabei im Bereich bis 21 mm. Mit etwas Sicherheitsabstand lässt sich so sagen, dass eine maximale Frästiefe von 20 mm erreicht werden kann. Folgende Fräser eignen sich für unsere Fräse: https://www.sorotec.de/shop/Zerspanungswerkzeuge/sorotec-werkzeuge/2-schneider/Schaftfraeser-HOLZ
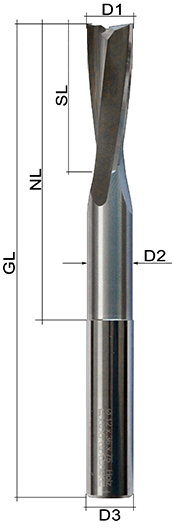
| Art.-Nr. | D1 | D2 | D3 | SL | NL | GL | Preis Brutto |
| FSH032.0100.05 | 1 | — | 3 | 5 | 5 | 39 | 18,90 EUR |
| FSH032.0200.10 | 2 | — | 3 | 10 | 10 | 39 | 18,90 EUR |
| FSH032.0300.12 | 3 | — | 3 | 12 | 12 | 39 | 18,90 EUR |
| FSH032.0300.15 | 3 | — | 3 | 15 | 15 | 50 | 20,00 EUR |
| FSH042.0400.16 | 4 | — | 4 | 16 | 16 | 50 | 19,90 EUR |
| FSH052.0500.16 | 5 | — | 5 | 16 | 16 | 50 | 21,90 EUR |
| FSH062.0600.21 | 6 | — | 6 | 21 | 21 | 57 | 25,90 EUR |
Absaugschuh, Zyklonvorabscheider, Staubsauger
-
Saugschuh kann max. 18mm aufgeklemmt werden, weil Nase an Spindel weiteres Aufschieben verhindert
-
Höhe der Saugschuhbasis (Holz) = 29mm
-
Zyklonvorabscheider scheidet Feinstaub und Grobbes ab; Restspäne gehen in den Staubsauger - vorallem dann, wenn der Zyklon voll ist. Das ist zu vermeiden!
-
Staubsauger sollte auf halber bix maximaler Stufe (ca. 1200 W) laufen, damit die Späne zuverlässig abgesaugt werden
-
nutzt keine handelsüblichen Borsten(leisten), weil ….
-
zu hoher Verschleiß (auf Dauer muss die Bürste schnell und einfach austauschbar sein
-
Bürsten stehen irgendwann kreuz und quer
-
Staub hängt zwischen den Bürsten und verklebt alles
-
Man sieht keinen Fräser beim bearbeiten
-
-
….Lösung:
-
Selbstproduktion via Laser oder per Handzuschnitt (Laminierfolie, geschweißt) - ca. 0,2mm dick; Alternativ: dünnes Vivak oder PET Flasche
-
Befestigung mit doppelseitigem Klebeband!
-
Saugschuhbürsten-Vorlagedatei siehe Seafile
-
-
wichtig:
-
sollte durchsichtig sein
-
sollte austauschbar sein
-
sollte flexibel sein (und in ihre Ausgangslage wieder zurück gehen)
-
Länge der Borsten → Saugdruck darf nicht zu hoch und nicht zu niedrig sein. Wenn dieser zu hoch ist, dann ziehen sich die Bürsten zum Fräser hinein oder sogar bis nach oben
-
-
Nutzung Sauger (nach aktuellem Anschluss nur nutzbar, wenn PC + Steuerung an!): via PlanetCNC Spindel einschalten und auf niedrige Drehzahl setzen; Staubsauger geht automatisch mit an
-
Typische Probleme mit dem Saugschuh
-
hängt bei den ersten Fräsbahnen zu weit oben → Späne werden nicht abgesaugt
-
kann sich lösen, wenn der Schuh nicht ausreichend auf dem Spindelkörper festgespannt ist
-
kann verstopfen, wenn beim Fräsen Kleinststege ausbrechen und in die Bürsten geraten bzw. im Saugschacht stecken bleiben
-
Zyklonvorabscheider Volumen
$V = \pi \cdot r^2 \cdot h = \pi \cdot (\frac{23cm}{2})^2 \cdot 28cm = 1011,59 cm^3$
Programmierung und Software
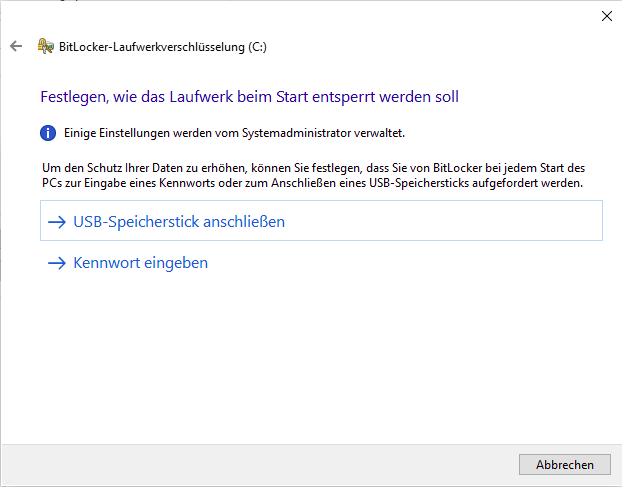
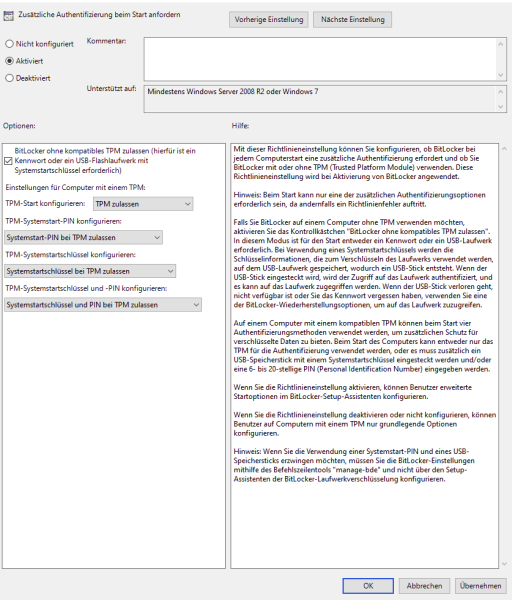
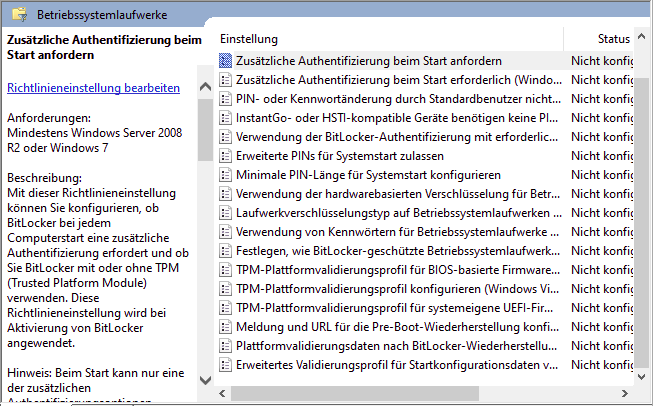
Windows Bitlocker
Software zum Modellieren (2D)
-
Inkscape
-
QCAD
Estlcam - Programmerstellung (Software-Lizenz vorhanden)
- erzeugt (Gcode) als .tap Files
-
Konfigurationsdateien unter
C:\ProgramData\Estlcam\zu finden -
Die Fräse ist auf Gegenlauf vorkonfiguriert!
-
Spindeleinstellungen: https://www.estlcam.de/chinaspindel.php
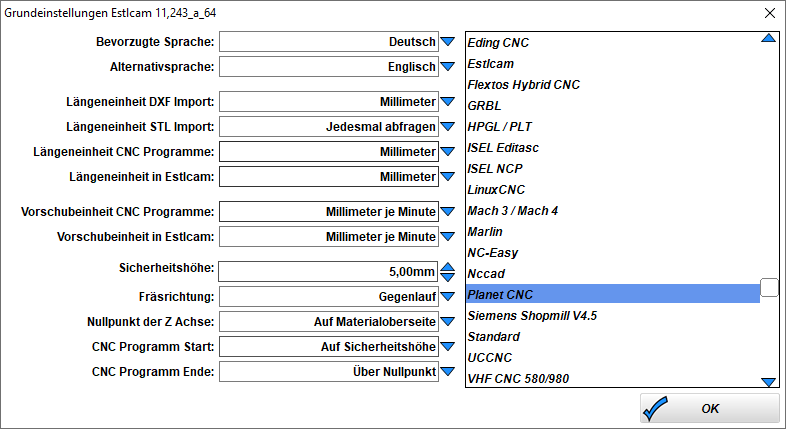
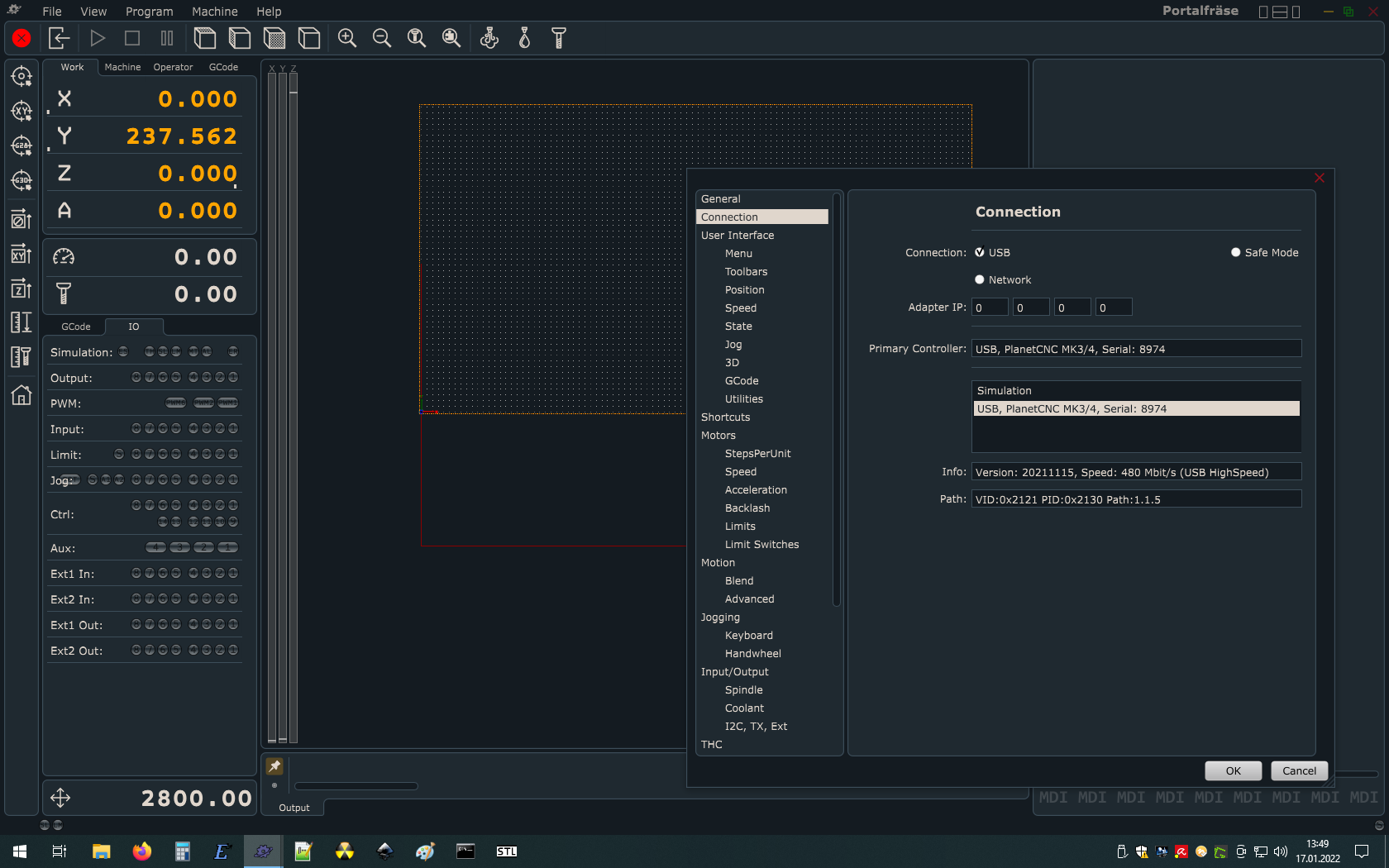
Externer Control Host: PlanetCNC TNGv2 (neu) - v2022.02.10
-
offizelle Software-Lizenz vorhanden
-
wird nicht von Estlcam direkt unterstützt, weshalb eine Durchsschleifung notwendig ist
-
ggf. Automatisierungen PlanetCNC Software via Python
-
GCode Referenz → siehe G-Code Handbuch Planet CNC
-
Setup-Pfad:
C:\Program Files\PlanetCNC -
kompatibler Python Interpreter: Python 3.7.9
-
NotePad++ Plugin: https://github.com/PlanetCNC/PlanetCNCNpp
-
Manuelles Stepping auf Tastatur: beim Verfahren gibt es teilweise Ruckler, die so wirken, als hätte die Fräsensteuerung Fehler. Diese sind normal. Im regulären Fräsprogramm gibt es diese Phänomen nicht
Settings
-
[Machine] Motors, Limits, Probe > Soft Limits Enable = True (bei manchen GCodes sinnvoll zu deaktivieren!)
- [Machine] Motors, Limits, Probe > Hard Limits Enable = True
- [Machine] Overrides > Pause Enable = True
- [Machine] Overrides > Pause Optional = True (M1 support)
Pin States
-
ES = E-Stop active
- TH = ?
- SL = Soft Limits enabled
- LM = Hard Limits enabled
- MT = Motors active
- AL = Axis Lock active
- ER = Error input pin active
Softwarefehler / Job-Abbrüche
Mögliche Gründe, warum der Fräsvorgang abbricht bzw. Fehlerbild
Maschine geht „einfach so“ und überführt in Zustand des Not-Aus:
-
Maschine gegen Endschalter gefahren oder Wackelkontakte in Endschalterlitzen / defekte Endschalter
-
Electromagnetic Interference (EMI): Kabelschirmung schlecht, Kabel locker oder Normally Open switches mit langen Kabeln, die als Antenne fungieren und aus Versehen ein Triggersignal auslösen → Empfehlung sind Optokopller und höhere Schaltspannung.
Wenn die Fräse mitten im Job stehen bleibt, dann wurde mit hoher Wahrscheinlichkeit ein Endschalter ausgelöst. Um herauszufinden, welcher das ist, muss das Setting „Hard Limits enable“ temporär deaktiviert werden (dies ist in einem regulären Fräsjob nicht zu empfehlen!). Dann läuft die Fräse weiter und das Triggern der Endschalter kann im TNG v2 Frontend bei den Pin States live nachverfolgt werden.
Bei Fehlern siehe „Show Log“ → „Error&EStopCnt“:
Device: USB VID: 0x2121 PID: 0x2130
Serial: 8974
Type: 1
SubType: 7
VersionMain: 20211115
VersionBoot: 0
RequestTimeout: 10
ResponseTimeout: 10
CommCnt: 3235592
RetriesSendCnt: 83
RetriesReadCnt: 913
ErrorTransferCnt: 0
DuplicateCnt: 83
LimitCnt: 96
InputCnt: 60
JogCnt: 0
Error&EStopCnt: 3Changelog PlanetCNC
Änderungen des Programms finden sich hier:
GCode Snippets TNGv2
Kurzübersicht Befehle
- M0 = Pause
- M03 S<WERT> Spindel an
- M05 = Spindel aus
- (LOG), (LOGOPEN), (LOGCLOSE) > Output wird nicht gespeichert, wenn der letzte LOGOPEN Command zu lange her ist. Wir nutzen deshalb für jeden Log-Eintrag alle Befehle in der Reihenfolge LOGOPEN,LOG,LOGCLOSE
- LOGOPEN kann nicht mit Parameter verwendet werden, da man Parametern offenbar keine Texte zuweisen kann, also z.B.
#1=C:\Users\Holzkombinat\Desktop\<project>.log (LOGOPEN,#1)
Estlcam Startscript
(Projekt <project>) (Erstellt mit Estlcam Version <version> Build <build>) (Laufzeit ca. <time> Stunden) (Benötigte Werkzeuge:) <tools> (Travel Feed G0/G01> siehe PlanetCNC Settings -> Program Options -> Traverse Speed) (LOGOPEN,C:\Users\Holzkombinat\Desktop\<project>.log) #1=DATETIME[] #2=YEAR[#1] #3=MONTH[#1] #4=DAY[#1] #5=HOUR[#1] #6=MINUTE[#1] #7=SECOND[#1] (LOG,Beginn #2-#3-#4 #5:#6:#7) (LOGCLOSE) G90 M03 S<s>
Estlcam Endscript
Das Endscript fährt den Werkzeugkopf auf die Koordinate X-100. Es muss sichergestellt werden, dass der Nullpunkt mindestens 100mm vom Endschalter weit weggesetzt ist, ansonsten lösen die Endschalter aus, wenn eine Koordinate erreicht wird, die geringer als das Minimum ist. Wir erhalten dann in PlanetCNC TNG v2 eine entsprechende Warnung bzw. Fehlermeldung, die den Job unterbricht
Manuelle Pause zum Festspannen via Schrauben
Achtung:
- Spindeldrehzahl anpassen!
- XY anpassen
(LOGOPEN,C:\Users\Holzkombinat\Desktop\<project>.log)
#1=DATETIME[]
#2=YEAR[#1]
#3=MONTH[#1]
#4=DAY[#1]
#5=HOUR[#1]
#6=MINUTE[#1]
#7=SECOND[#1]
(LOG,Beginn manuelle Pause zum Festspannen via Schrauben #2-#3-#4 #5:#6:#7)
(LOGCLOSE)
G0 Z10
M05
G0 X-100 Y0
M0
M03 S24000
(LOGOPEN,C:\Users\Holzkombinat\Desktop\<project>.log)
#1=DATETIME[]
#2=YEAR[#1]
#3=MONTH[#1]
#4=DAY[#1]
#5=HOUR[#1]
#6=MINUTE[#1]
#7=SECOND[#1]
(LOG,Ende manuelle Pause zum Festspannen via Schrauben #2-#3-#4 #5:#6:#7)
(LOGCLOSE)Fräsaufwand und Kalkulation
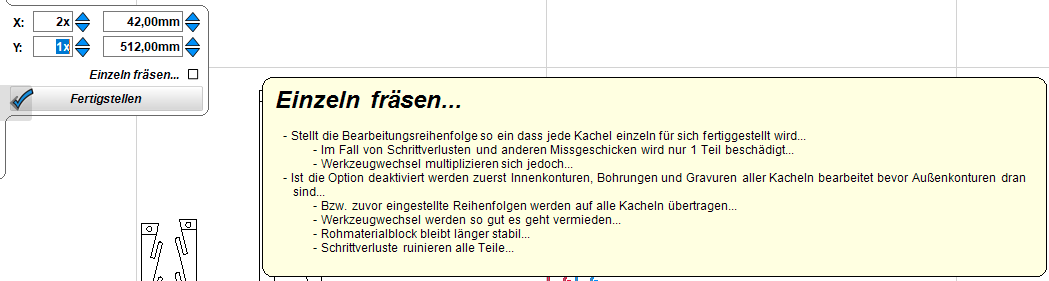
Empfehlungen EstlCam / Fräsabfolge (GCode) erzeugen
Einzeln fräsen vs. Ebene für Ebene
Bei mehreren Teile auf Platte diese jeweils einzeln zu Ende fräsen (Modus kann ausgewählt werden beim Kacheln) → Aufsummierung von Positionierfehlern wird gemindert.
Holzbiegung ausgleichen durch Verschrauben - Schraublöcher anfräsen oder mit Schablone markieren?
Idee: Papierschablone ausdrucken auf Löcher+Schrauben per Hand machen (geht ggf. schneller, je nach Anzahl und erforderlicher Platziergenauigkeit der Bohrungen)
Fräsvorgang beschleunigen
Tipp 1
XY-Anschlag auf Bett festschrauben, um Platte immer gleich einzuspannen und XY-Werte nicht anpassen zu müssen → reduzieren der Arbeit auf jeweils gut justierten Z-Wert. Achtung: die Befestigungslöcher für Schrauben „nudeln“ nach einer Weile aus und müssen ggf. gespachtelt werden (z.B. mit Silikon, Astfüller, Heißleim, Holzleim).
Tipp 2
Für ebene Taschen: Nur genaue Randkonturen der Taschen einfräsen und den inneren Rest mit der Handoberfräse nachträglich ausräumen!
Materialexperimente / Befestigungstipps
-
Ahorn und Eiche als Harthölzer benötigen beide ca. den gleichen Vorschub (getestet am 31.01.2022)
-
Bei Harthölzern ist immer ausreichendes Vorbohren notwendig, weil Das Holz sehr schnell reißt. So ist für eine 4mm Schraube zwingend ein 4mm Durchgangsloch notwendig - vor allem, wenn das Holz trocken ist und das Loch nahe am Rand.
Fräsaufwand - was muss alles beachtet werden?
Das CNC-Fräsen benötigt ausreichend Vorbereitungszeit - auch, wenn bereits das eigentliche Modell fertig gezeichnet ist. Allgemeine, wichtige Schritte:
- Arbeitsplatz
- PC einschalten
- Sichtprüfung Maschine (alles i.O.?)
- Schrittmotoren aktivieren (grüner Knopf - dieser klemmt manchmal bzw. reagiert erst nach mehreren Anläufen)
- Softwareprogramm (GCode)
- Software-Programme starten (PlanetCNC TNGv2, Estlcam)
- CNC Programm erstellen - Ziele: Zeit sparen (=Fräsbahnen einsparen, Vorschub/Drehzahl anpassen an benötigte Qualität und Holzsorte) | je nach Komplexität 30-60 Minuten
- GCode nachbearbeiten (z.B. Pausen einarbeiten für Zwischenschritte; siehe GCode Snippets). CNC Programm im Anschluss simulieren (ermitteln der Machbarkeit, Dauer, Kosten, Vermeidung von Kollisionen und Fräserbruch) | weitere 30 - 60 Minuten
- Werkstück vorbereiten (Platten)
- Werkstück passend zum Programm konfektionieren (Nesting)
- ggf. Werkstück kalibrieren (auf Dicke abrichten/schleifen)
- Schleifstaub abwischen (stört beim Einspannen (sorgt für unnötige Z-Toleranzen)
- Werkstück (Platte) einspannen
- (festkleben, klemmen oder schrauben) - hierzu je Seite ca. 2 cm toten Rand lassen, in dem Löcher zur Befestigung mit Schrauben vorgebohrt werden müssen (sonst Ausreißen!)
- Astlöcher besser nach unten, falls möglich (abhängig von Auswölbung) > gegen die Wölbung arbeiten (Auswölbung mit Festschrauben auf Arbeitsplatte reduzieren)
- Platten konfektionieren + ORDENTLICH ENTSTAUBEN
- Job vorbereiten
- Alten Fräser lösen
- Spindelgewinde / Spannzange / Spannzangenhalter / Fräser reinigen
- korrekten Fräser einspannen (so kurz wie möglich, um Bruch und Vibration zu verringern)
- Maschine homen
- XYZ passend einstellen > Fräser auf Z=0 setzen per Hand (via Z-Probe (Kupferplatine), Prüfen mit Dickenlehre oder Augenmaß)
- Bauraum austesten für Werkstück (Fräsprogramm fährt bei Nichtbeachtung der Maximalmaße gegen Endschalter und geht still (ohne Fehlermeldung) in den Notaus-Zustand) → XY-BoundingBox vorher abfahren
- Werkstück Fräsen - Vorsicht!
- Y-Portal ist bis zu einem gewissen Grad elastisch und kann Kollisionen verzeihen - Hand immer in der Nähe vom Not-Aus Knopf!
- Wenn TNGv2 Software beendet wird, während Fräse noch läuft, dann bleibt u.U. die Spindel aktiv! > Not-Aus nutzen
- Späneabsaugung prüfen. Zu viel Späne im Schneidspalt können auch für Brand durch Reibung sorgen
- Wenn Fräser kreischt, quietscht oder stark vibriert: Maschine stoppen und auf Werkzeugeinspannung prüfen oder Geschwindigkeit/Vorschub dynamisch anpassen
- Während des Fräsjobs werden Fräser, Werkzeugaufnahme, Spindel und Spindelhalter sowie die XY-Schrittmotoren sehr warm/heiß (und dehnen sich aus)
- ggf. dynamische Anpassungen/Unterbrechungen notwendig: voller Staubsaugerbeutel/Zyklon, Z-Rejustage, Fräserwechsel, Plattenbefestigung anpassen, Geschwindigkeiten anpassen, etc.
- Nacharbeiten / Qualitätskontrolle
- Werkstückfugen komplett aussaugen und Sichtprüfung durchführen: ist wirklich die Platte komplett durchgefräst? Falls nicht, muss ggf. das Programm wieder laufen gelassen werden (mit korrigiertem Z-Versatz! Anderfalls sind die Platte und die bereits investierte Fräszeit dahin!)
- Werkstück entnehmen
- Maschine reinigen, um nächsten Job vorzubereiten (Zyklonabscheider, Staubsauger, Bett)
- Werkstück ggf. freistellen (Stechbeitel (idealerweise dünner als die Fräsbahnbreite, um Verkanten zu verhindern), Bandsäge oder Dekupiersäge)
- Werkstück ggf. nachschleifen (Langbandschleifer, Bandschleifer, Handschleifpapier, …)
- Bauteil(e) inspizieren: Sichtprüfung, Toleranzprüfung (insofern jemand ein technisches Produkt mit genauen Maßen (z.B. nach Zeichnung) benötigt)
- Im Fräsprogramm-Logfile nachsehen, wie lange der Job wirklich gedauert hat
Kalkulation der Laufzeit
Es stehen verschiedene Tools zur Verfügung, um die Job-Dauer (die reine Fräszeit der Maschine ohne sämtliche menschgemachte Unterbrechungen) zu berechnen:
- Estlcam
-
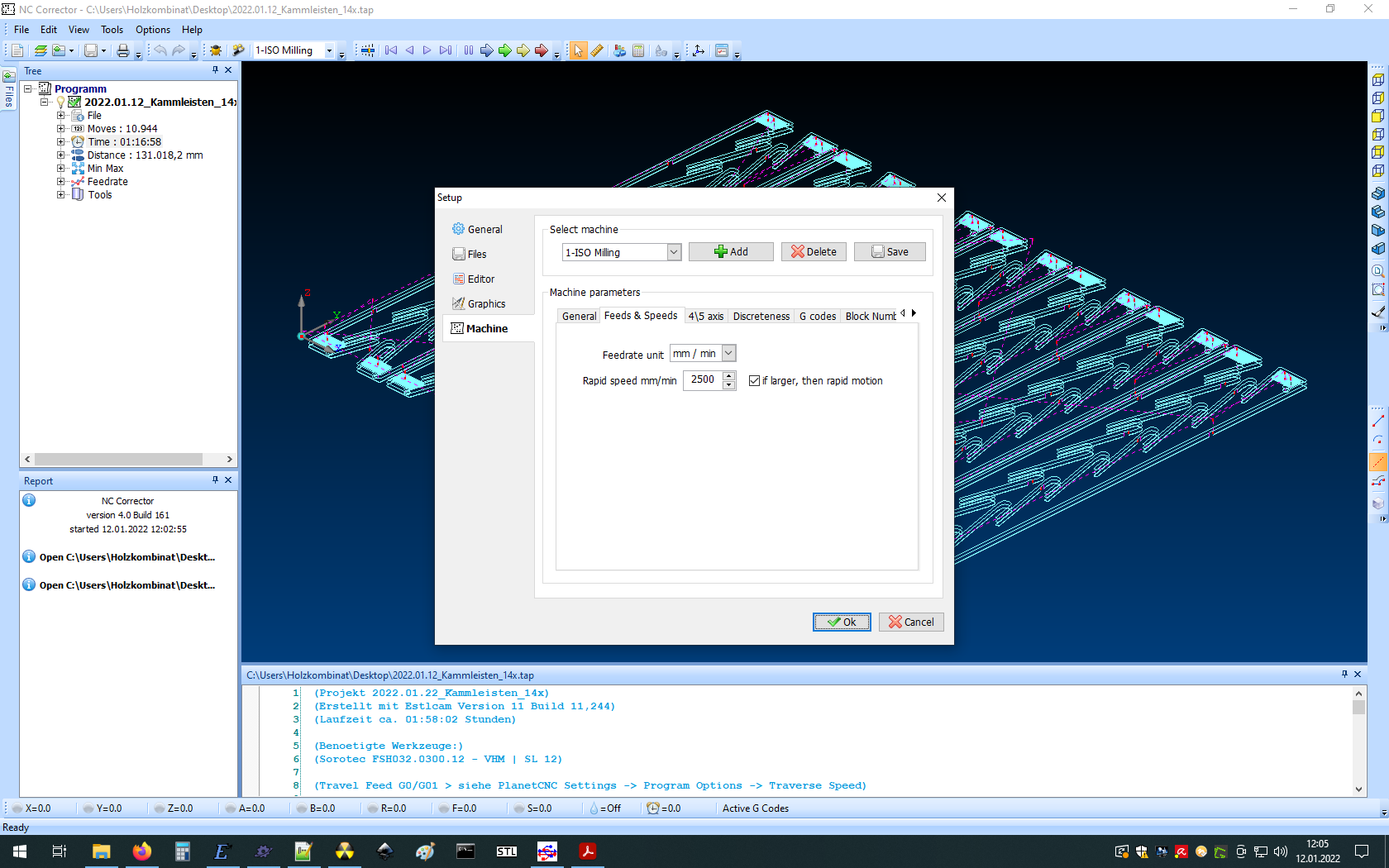
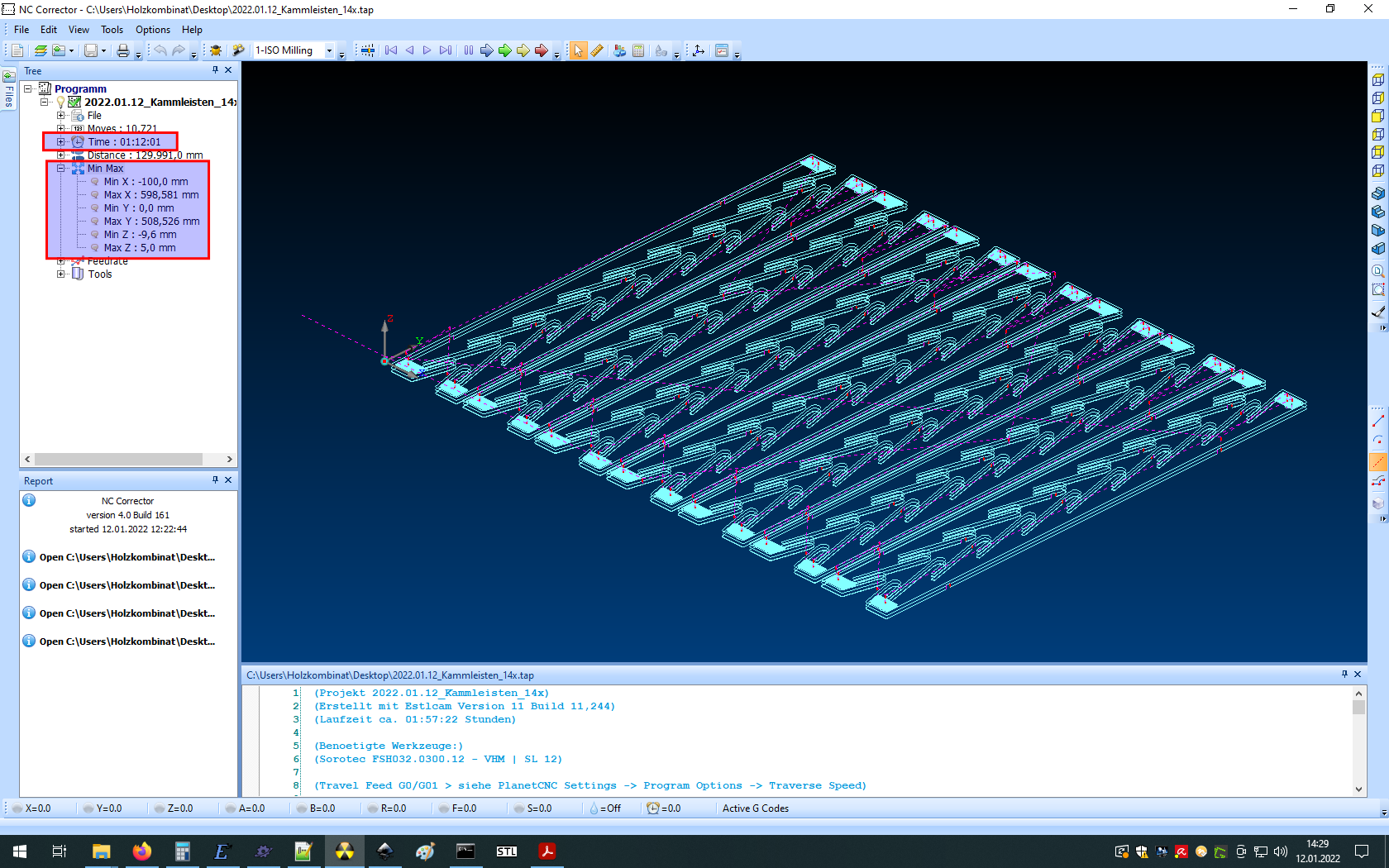
NC Corrector v4
-
PlanetCNC TNGv2
PlanetCNC TNGv2 (bevorzugtes Tool)
- Job Dauer wird unten rechts angezeigt, sobald der Job gestartet wurde. Andernfalls taucht die Anzeige nicht auf! Die Anzeige taucht erst nach einigen dutzend bis hundert Zeilen and und lässt so bereits verstrichene Job-Zeit verschwinden.
-
In Simulationsmodus (in den Settings muss ein virtueller Controller „Simulation“ ausgewählt werden) wird die Job Zeit angezeigt, wenn der GCode geöffnet und ausgeführt wird. Allerdings taucht die Zeitanzeige dabei interessanterweise erst auf, wenn der Job mit dem Pause-Button pausiert wird und die Zeit verschwindet, sobald der Job weiter ausgeführt wird
Vorschlag Fräsjob-Berechnung:
5 Minuten extra (für Start) + Vorschauzeit des GCodes * 1,2 (20% Pauschale Extra)
Simulationsmodus:
Estlcam (ungenau)
- Variante 1: „Vorschau“
- Variante 2: „CNC Programm speichern“ (Warnung: „Vorschau“ und „CNC Programm speichern“ zeigen komplett unterschiedliche Zeiten an → nicht verlässlich!)
NC Corrector v4 (ungenau)
Für eine korrekte Fräsdaueranzeige muss der „travere speed“ korrekt eingetragen werden. Wir nutzen in PlanetCNC einen Standard Feed für Reisebewegungen von 2500 mm/min (Stand 13.01.2022). Diesen Wert setzen wir in den Einstellungen von NC Corrector ebenfalls. Sobald sich der Wert ändert, muss er synchron hier angepasst werden!
Edit: Leider ist auch NC Corrector v4 ungenau. Bei einem Job mit 1h20Min Dauer rechnet NC Corrector gerade einmal 58Min aus.